1 ę²čį
Į³─ĻüĒŻ¼┘Yį┤å¢Ņ}ĪóŁhŠ│å¢Ņ}╚šęµ═╗│÷Ż¼Č°Ų¹▄ćū„×ķ┼c▀@ą®å¢Ņ}ŽóŽóŽÓĻPĄ─ę“╦žų«ę╗Ż¼╣Ø─▄╬ó┼┼Š═│╔┴╦Ų¹▄ć╣żśI┴x▓╗╚▌▐oĄ─ž¤╚╬ĪŻę“┤╦Ż¼Ų¹▄ć▌p┴┐╗»ęčĮø│╔×ķŲ¹▄ć╝╝ąg░lš╣ųąę╗éĆĘŪ│Ż╗Ņ▄SĄ─蹊┐šnŅ}ĪŻ─┐Ū░īŹ¼FŲ¹▄ć▌p┴┐╗»Ą─ų„ę¬═ŠÅĮėąā×╗»Ų¹▄ćĮYśŗĪó▓╔ė├ą┬╣ż╦ć║═╩╣ė├▌p┘|▓─┴ŽĪŻŲõųąā×╗»Ų¹▄ćĄ─ĮYśŗ╩Ū╝╝ągūŅ│╔╩ņĪóæ¬ė├ūŅÅVĘ║Īóą¦╣¹ūŅ├„’@Ą─═ŠÅĮĪŻ▒Š╬─į┌ęčų¬▄ćķTĘ┬šµąį─▄Ą─╗∙ĄA╔Žī”▄ćķTĮYśŗ═Ļ│╔┴╦═žōõā×╗»Ż¼▓óī”▄ćķTĖ„┴Ń╝■▀Mąą║±Č╚ā×╗»Ż¼Å─Č°Ą├ĄĮ┴╦ūŅĮKĄ─▌p┴┐╗»ĘĮ░ĖĪŻūŅ║¾Ę┬šµī”▒╚Ęų╬÷┴╦įŁ▄ćķT║═ą┬▄ćķTĄ─äéČ╚ąį─▄║═─ŻæBąį─▄Ż¼ĮY╣¹ūC├„┴╦┤╦▌p┴┐╗»ĘĮ░ĖĄ─┐╔ąąąįĪŻ
2 ▄ćķTĄ─▌p┴┐╗»
2.1 äéČ╚╝░─ŻæB─┐ś╦Ą─│§▓Į┤_Č©
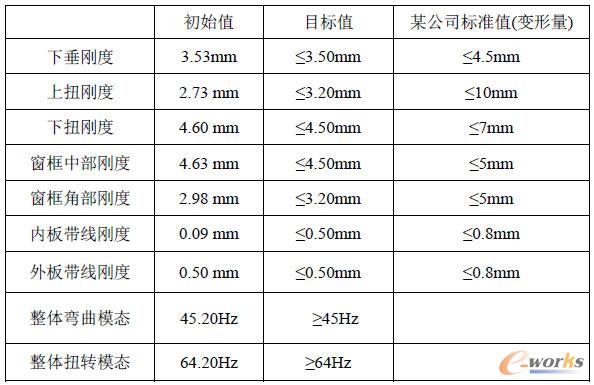
▒Ē1┴ą│÷┴╦▄ćķTĄ─Ų▀éĆ│§╩╝äéČ╚Ą─ąį─▄Š∙Ę¹║Ž─│╣½╦ŠĄ─ś╦£╩Ż¼Ą½Ė„äéČ╚śOČ╚▓╗ŲĮ║ŌŻ¼┐╔─▄Ģ■ī¦ų┬Šų▓┐ūāą╬▀^┤¾Ą─å¢Ņ}ĪŻäéČ╚─┐ś╦Ą─┤_Č©Ż¼Š═╩Ūę¬ģfš{Ė„äéČ╚ųĄŻ¼į┌▒ŻūC▄ćķTąį─▄╗∙▒Š▓╗ūāĄ─ŪķørŽ┬Ż¼▀m«ö£p╚§äéČ╚▌^║├Ą─äéČ╚ųĄŻ¼╠ßĖ▀▌^▓ŅĄ─äéČ╚ųĄŻ¼╩╣Ą├▄ćķTš¹¾wĮYśŗŠ∙ä“ĪóŲĮ║ŌĪŻ
ŽÓ▒╚Ųõ╦¹▄ćą═Ą─▄ćķTŻ¼Ž┬┤╣äéČ╚╠Äė┌ųąĄ╚╦«ŲĮŻ¼ę“┤╦─┐ś╦┼c│§╩╝ĀŅæB▒Ż│ųę╗ų┬ĪŻČ°╔Ž┼żäéČ╚├„’@▌^║├Ż¼ļxś╦£╩ėą│õįŻĄ─ė»ėÓŻ¼ę“┤╦┐╔ęį▀m«ö£p╚§Ż╗Č°Ž┬┼żäéČ╚ätŽÓī”▌^▓ŅŻ¼ąĶę¬╠ßĖ▀ĪŻ┤░┐“ųą▓┐äéČ╚äé║├ØMūŃę¬Ū¾Ż¼ėą┤²╠ßĖ▀Ż¼Č°ĮŪ▓┐╣żør┐╔ęį▀m«ö£p╚§Ż╗═Ō░ÕĦŠĆäéČ╚ę▓╠Äė┌ųąĄ╚╦«ŲĮŻ¼─┐ś╦┼c│§╩╝ĀŅæB▒Ż│ųę╗ų┬Ż¼Č°ā╚░ÕĦŠĆäéČ╚ät╠½║├Ż¼ėą▌^┤¾Ą─£p╚§┐šķgĪŻ
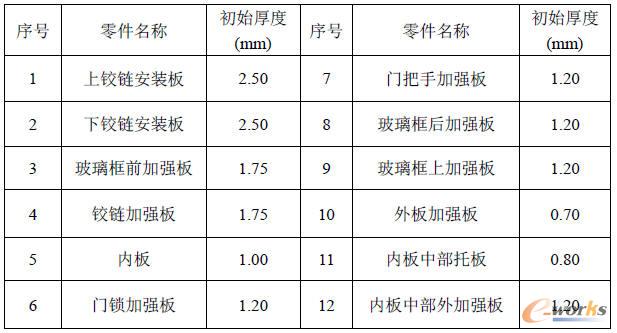
▄ćķT─ŻæBųąūŅųžę¬Ą─╩Ūš¹¾wÅØŪ·║═š¹¾w┼ż▐D─ŻæBŻ¼▀@ā╔ļA─ŻæB┤·▒Ē┴╦▄ćķTš¹¾w┐╣ÅØ┐╣┼żĄ──▄┴”ĪŻ▒Š╬─ę▓ų╗╚Ī▀@ā╔ļA─ŻæBū„×ķ╝s╩°ĪŻĄ½┐╝æ]ĄĮ£pųž┐╔─▄Ģ■ĮĄĄ═─ŻæBĄ─Ņl┬╩ųĄŻ¼ę“┤╦─┐ś╦Č©į┌│§╩╝ųĄ╦«ŲĮĪŻ▒Ē1 ┴ą│÷┴╦Ė„äéČ╚ųĄ║═─ŻæBųĄĄ─│§▓Į─┐ś╦ųĄĪŻ
▒Ē1 ▄ćķTĖ„ąį─▄╝░─┐ś╦ųĄ
2.2 Į©┴ó═žōõā×╗»─Żą═
į┌▓╗Ė─ūā▄ćķTįŁĮYśŗĄ─╗∙ĄA╔Ž▀Mąą═žōõā×╗»įOėŗĪŻįŁät╩Ūį┌▒ŻūCäéČ╚Īó─ŻæB╗∙▒Š▓╗ūāĄ─Ū░╠ߎ┬Ż¼ėŗ╦ŃĄ├│÷ī”▄ćķTąį─▄žĢ½I▌^ąĪĄ─┴Ń╝■ĪŻ
ę╗░ŃŪķørŽ┬Ż¼▄ćķTĄ─Ńqµ£╩Ū╣╠Č©Ą─Ż¼▓╗┐╝æ]ā×╗»Ż╗▄ćķT═Ō░Õ║±Č╚ę“ąĶØMūŃ┐╣░╝Ą╚ę¬Ū¾Ż¼ę▓▓╗┐╝æ]ā×╗»Ż╗═Ō░ÕĘ└ū▓░Õę“é╚┼÷ę¬Ū¾ę▓▓╗┐╝æ]ā×╗»Ż╗▄ćķT╣”─▄╝■╚ń▓Ż┴¦ī¦▓█Īó╔²ĮĄŲ„░▓čb░Õ╝░Ųõ▀BĮė╝■Ą╚ę▓▓╗ģó┼cā×╗»ĪŻę“┤╦įOČ©═žōõā×╗»┐šķg×ķłD1║═▒Ē2╦∙╩ŠĖ„┴Ń╝■ĪŻįOČ©ā×╗»å╬į¬ŅÉą═×ķÜżå╬į¬ĪŻ
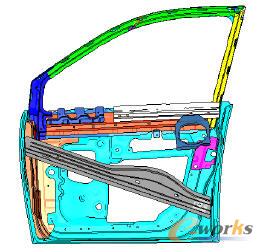
łD1 ģó┼c═žōõā×╗»Ą─┴Ń╝■łD
▒Ē2 ┐╔ęįā×╗»Ą─┴Ń╝■
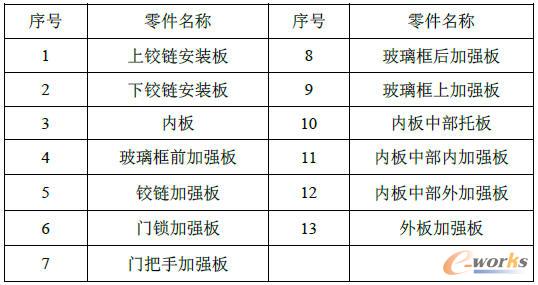
ŽĄĮyĒææ¬Ą─įOČ©ĪŻ▒Š─Żą═Ą─Ēææ¬ėą10éĆŻ¼ŲõųąäéČ╚7éĆ╣żørī”æ¬7éĆņoæB╬╗ęŲĄ─Ēææ¬Ż¼2éĆ─ŻæBī”æ¬Ą─Ņl┬╩Ēææ¬Ż¼ūŅ║¾×ķ▄ćķT┐é┘|┴┐Ēææ¬ĪŻ
ā×╗»╝s╩°Ą─įOČ©ĪŻ▒Š─Żą═╣▓įOų├┴╦9éĆ╝s╩°Ż¼Ųõųą7éĆäéČ╚╣żør╝s╩°Ż¼2éĆ─ŻæBŅl┬╩╝s╩°ĪŻąĶūóęŌĄ─╩ŪŻ║×ķ▒ŻūC▒╚▌^├„’@Ą─ā×╗»ą¦╣¹Ż¼╝s╩°ųĄĄ─įOČ©æ¬┤¾ė┌Ęų╬÷Ą├│÷Ą─ūŅ┤¾╬╗ęŲ┴┐Ż¼Ė„╝s╩°Ą─ųĄ╚ń▒Ē3╦∙╩ŠĪŻ
▒Ē3 ═žōõā×╗»╝s╩°ųĄ
ā×╗»─┐ś╦Ą─įOČ©ĪŻ═žōõā×╗»Ą──┐Ą─╩Ūī”▄ćķT▀Mąą▌p┴┐╗»įOėŗŻ¼ę“┤╦▒Š─Żą═Ą─ā×╗»─┐ś╦įOČ©×ķ▄ćķT┐é┘|┴┐ūŅąĪĪŻ
į┌HyperMesh└’═Ļ│╔═žōõā×╗»─Żą═Ą─Ū░╠Ä└Ē║¾Ż¼īó─Żą═▀fĮ╗OptistructŪ¾ĮŌŲ„▀Mąąā×╗»ėŗ╦ŃĪŻ
2.3 ═žōõā×╗»ĮY╣¹
ė├HyperView▓ņ┐┤═žōõā×╗»Ą─├▄Č╚Ęų▓╝łDĪŻŽ┬┴ąŠ∙ļ[▓ž┴╦▓╗ģó┼cā×╗»Ą─┴Ń╝■ĪŻ
Å─łD2┐╔ęį┐┤│÷Ż¼ā╚░Õ╔Ž├▄Č╚Ęų▓╝ŽÓī”▌^Š∙ä“Ż¼Ūę├▄Č╚Ęų▓╝╗∙▒Šį┌0.5ęį╔ŽŻ¼├▄Č╚į┌0.2ęįŽ┬Ą─ģ^ė“▓╗ČÓŻ¼£pųž┐šķg▓╗┤¾ĪŻ
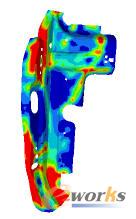
łD2 ā×╗»║¾ā╚é╚łD
Å─łD3ät┐╔ęį┐┤│÷Ż¼ģ^ė“1║═ģ^ė“2Ą─├▄Č╚▌^Ą═Ż¼ā╔éĆģ^ė“Ą─├▄Č╚Ęų▓╝┤¾ČÓį┌0.25ęįŽ┬Ż¼╩Ū┐╔ęį═┌┐ū╗“š▀£p▒ĪĄ─ĄžĘĮĪŻŲõųąā╚░Õųą▓┐ā╚╝ėÅŖ░Õš¹ēK░Õ╔ŽĄ─├▄Č╚Ęų▓╝Č╝▌^╔┘Ż¼āHėą╔┘┴┐ģ^ė“├▄Č╚Ęų▓╝▌^ČÓ(╚ńłD4╦∙╩Š)Ż¼ę“┤╦Ż¼┤╦┴Ń╝■╩Ū▌p┴┐╗»ųž³c┴Ń╝■Ż¼┐╔ęįćLįć╚ĪŽ¹┤╦┴Ń╝■Ż¼╗“š▀▀Mąą┤¾ĘČć·═┌┐ūĪŻŃqµ£╝ėÅŖ░ÕĄ─├▄Č╚Ęų▓╝╚ńłD5╦∙╩ŠŻ¼Ž┬Ńqµ£░▓čb░Õ├▄Č╚Ęų▓╝╚ńłD6╦∙╩ŠŻ¼Ė∙ō■įŲłDŻ¼┐╔ęį▀m«ö£pąĪ▀@ā╔éĆ┴Ń╝■Ą─│▀┤ń╗“š▀║±Č╚ĪŻ
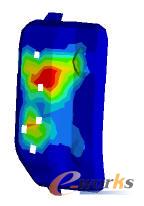
łD3 ā×╗»║¾═Ōé╚łD

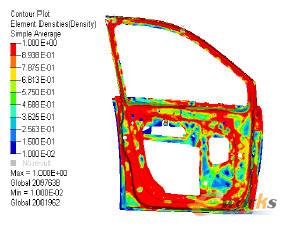
łD4 ā╚░Õųą▓┐ā╚╝ėÅŖ░Õ═žōõā×╗»├▄Č╚įŲłD
łD5 Ńqµ£╝ėÅŖ░Õ═žōõā×╗»├▄Č╚įŲłD
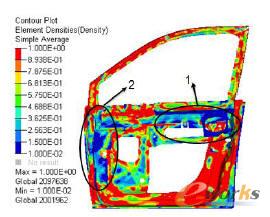
łD6 Ž┬Ńqµ£░▓čb░Õ═žōõā×╗»├▄Č╚įŲłD
Å─═žōõā×╗»ĮY╣¹üĒ┐┤Ż¼Š▀ėą┤¾Ą─£pųž┐šķgĄ─┴Ń╝■×ķķT░č╩ų╝ėÅŖ░ÕĪó═Ō░Õ╝ėÅŖ░ÕĪóā╚░Õųą▓┐ā╚╝ėÅŖ░ÕĪóŃqµ£╝ėÅŖ░Õ║═Ž┬Ńqµ£░▓čb░ÕĪŻīŹļH╔ŽŻ¼ķT░č╩ų╝ėÅŖ░Õ╩Ū╝ėÅŖķT░č╩ų╠ÄĄ─Šų▓┐äéČ╚Ż¼▓╗┐╔╚ĪŽ¹Ż¼ų╗┐╔▀Mąą║±Č╚ā×╗»ĪŻŃqµ£╝ėÅŖ▐kĪó═Ō░Õ╝ėÅŖ░ÕĪóŽ┬Ńqµ£░▓čb░Õę▓▓╗Š▀éõ╚ĪŽ¹Ą─Śl╝■Ż¼ų╗┐╔║±Č╚ā×╗»ĪŻā╚░Õųą▓┐ā╚╝ėÅŖ░ÕŠ▀éõ╚ĪŽ¹Ą─Śl╝■Ż¼▓óŪę┤╦┴Ń╝■¤oŲõ╦¹╠ž╩Ō╣”─▄Ż¼ę“┤╦╩Ūš¹¾w╚ĪŽ¹Ą─Øōį┌┴Ń╝■ĪŻ
2.4 ▌p┴┐╗»Ą─Š▀¾wĘĮ░Ė
Å─═žōõā×╗»Ą─ĮY╣¹üĒ┐┤Ż¼ā╚░Õųą▓┐ā╚╝ėÅŖ░Õ╩Ūųž³c£pųž┴Ń╝■ĪŻ▌p┴┐╗»ĘĮ░Ė╝┤╩Ūīóā╚░Õųą▓┐ā╚╝ėÅŖ░Õ╚ĪŽ¹Ż¼▀m«öą▐Ė─ā╚░Õųą▓┐═Ō╝ėÅŖ░ÕĄ─ĮYśŗŻ¼╚╗║¾ī”╩ŻėÓŲõ╦³▄ćķT┴Ń╝■▀Mąą║±Č╚ā×╗»Ż¼╩╣Ą├▄ćķTąį─▄ØMūŃęčČ©Ą──┐ś╦ųĄĪŻ
Ą┌ę╗▓Į╝┤╚ĪŽ¹┴Ń╝■ā╚░Õųą▓┐ā╚╝ėÅŖ░ÕĪŻ┤╦┴Ń╝■│§╩╝║±Č╚×ķ1.75mmŻ¼┘|┴┐×ķ2.142kgĪŻ
Ą┌Č■▓Įą▐Ė─ā╚░Õųą▓┐═Ō╝ėÅŖ░ÕĮYśŗŻ¼▄ćķT│§╩╝ĀŅæBā╚░ÕĦŠĆ╠ÄĮYśŗ═ŌęĢłD╚ńłD7╦∙╩ŠŻ¼Įž├µłD╚ńłD8╦∙╩ŠĪŻÅ─łDųą┐╔ęį┐┤│÷Ż¼ā╚░Õųą▓┐ā╚╝ėÅŖ░Õ╔Žčž┼cā╚░Õ╔ŽčžŲĮ²RŻ¼╩╣Ą├ā╚░ÕĦŠĆäéČ╚╝ė▌d╬╗ų├╠Äėąā╔ēK░Õų¦ō╬ĪŻ╚ĪŽ¹ā╚░Õųą▓┐ā╚╝ėÅŖ░Õ║¾Ż¼Ä¦ŠĆ╠Ä╝ė▌d╬╗ų├Š═ų╗ėąā╚░ÕŲų¦ō╬ū„ė├Ż¼╚ń┤╦▒žīóī¦ų┬ūāą╬čĖ╦┘į÷┤¾ĪŻ×ķ▒▄├Ō▀@ĘNŪķør░l╔·Ż¼▒žĒÜīóā╚░Õųą▓┐═Ō╝ėÅŖ░Õ╔Žčž╔²Ė▀Ż¼╩╣Ą├Ųõ╔Žčžę▓┼cā╚░Õ╔ŽčžŲĮ²RŻ¼╚ń┤╦╝ė▌d╬╗ų├╠Ä╚įėąā╔ēK┴Ń╝■ų¦ō╬ĪŻ
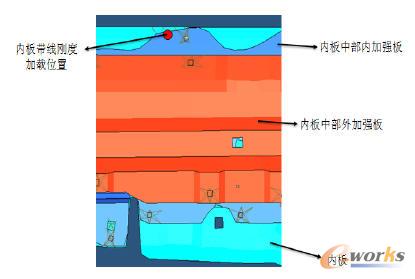
łD7 │§╩╝ĀŅæBā╚░ÕĦŠĆ╠Ä═ŌęĢłD
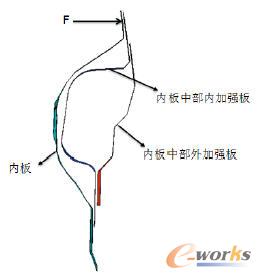
łD8 │§╩╝ĀŅæBā╚░ÕĦŠĆ╠ÄĮž├µłD
ą▐Ė─ĮYśŗų«║¾ā╚░ÕĦŠĆ╠ÄĮYśŗ═ŌęĢłD(╝┤Å─▄ćķT═Ō░ÕŽ“▄ćķTā╚░ÕĘĮŽ“┐┤)╚ńłD9╦∙╩ŠŻ¼ā╚░ÕĦŠĆ╠Äų╗╩Żā╔ēKŌkĮŻ¼╝┤ā╚░Õ║═ā╚░Õųą▓┐═Ō╝ėÅŖ░ÕłDĪŻĮž├µłD╚ńłD10╦∙╩ŠĪŻ
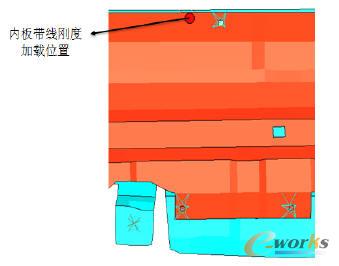
łD9 ą▐Ė─ĮYśŗ║¾ā╚░ÕĦŠĆ╠Ä═ŌęĢłD
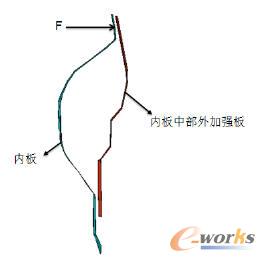
łD10 ą▐Ė─ĮYśŗ║¾ā╚░ÕĦŠĆ╠ÄĮž├µłD
2.5 ą▐Ė─ĮYśŗ║¾Ą─║±Č╚ā×╗»
Įø▀^═žōõā×╗»╚ĪŽ¹ā╚░Õųą▓┐ā╚╝ėÅŖ░Õ║¾Ż¼▄ćķTąį─▄┐╔─▄░l╔·┴╦ūā╗»Ż¼ę“┤╦ąĶę¬ī”▄ćķTŽĄĮy╩ŻŽ┬Ą─┴Ń╝■▀Mąą║±Č╚ā×╗»Ż¼▒ŻūC▄ćķTąį─▄▓╗ĮĄĄ═ĪŻ║±Č╚ā×╗»ę▓▓╔ė├Optistruct▄ø╝■ĪŻ
(1)įOėŗūā┴┐
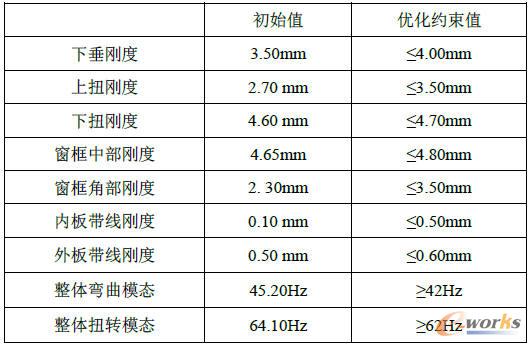
║±Č╚ā×╗»Ą─įOėŗūā┴┐╔┘┴╦┴Ń╝■ā╚░Õųą▓┐ā╚╝ėÅŖ░ÕŻ¼▒Ē4ųą┴ą│÷┴╦ģó┼c║±Č╚ā×╗»Ą─┴Ń╝■├¹ĘQ║═│§╩╝║±Č╚ĪŻ
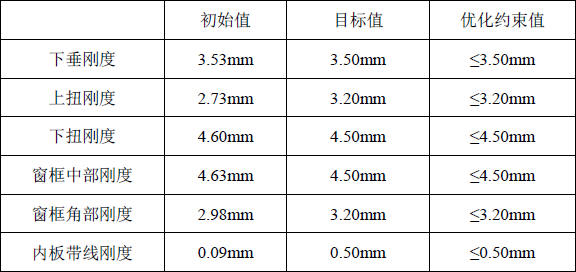
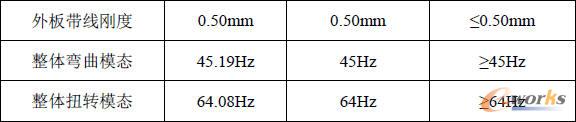
║±Č╚ā×╗»┐é╣▓▀x╚Ī┴╦12éĆ┴Ń╝■ū„×ķįOėŗūā┴┐Ż¼├┐éĆįOėŗūā┴┐Ą─│§╩╝ųĄ×ķĖ„░Õ╝■Ą─│§╩╝║±Č╚Ż¼Ė„░Õ╝■║±Č╚Ž┬Ž▐Š∙įO×ķ0.5mmŻ¼╔ŽŽ▐Š∙įO×ķ3.5mmĪŻ
▒Ē4 ģó┼c║±Č╚ā×╗»Ą─┴Ń╝■
(2)╝s╩°Śl╝■
×ķ┴╦▒ŻūC▄ćķTąį─▄▀_ĄĮęčČ©Ą──┐ś╦ųĄŻ¼║±Č╚ā×╗»Ą─╝s╩°Śl╝■▓╗─▄│¼▀^─┐ś╦ųĄĪŻ▒Š┤╬║±Č╚ā×╗»ųąŻ¼7éĆäéČ╚╣żørĄ─╝s╩°Śl╝■įO×ķ╬╗ęŲ▓╗┤¾ė┌─┐ś╦ųĄŻ¼ā╔éĆŅl┬╩Ą─╝s╩°Śl╝■įO×ķ▓╗ąĪė┌─┐ś╦ųĄŻ¼╚ń▒Ē5╦∙╩ŠĪŻ
▒Ē5 ║±Č╚ā×╗»Ą─╝s╩°Śl╝■
(3)─┐ś╦║»öĄ
▒Š┤╬║±Č╚ā×╗»Ą─ūŅĮK─┐Ą─╩Ūī”▄ćķT▀Mąą▌p┴┐╗»įOėŗŻ¼ę“┤╦─┐ś╦║»öĄįOČ©×ķ╩╣▄ćķT┘|┴┐ūŅąĪĪŻ
(4)ā×╗»ĮY╣¹
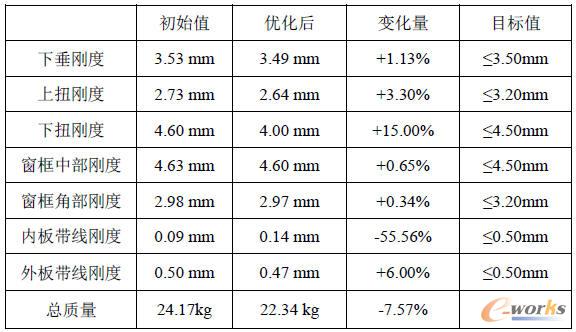
Įø▀^Optistructā×╗»ėŗ╦Ń║¾┐╔ęįĄ├ĄĮģó┼c║±Č╚ā×╗»Ą─┴Ń╝■Ą─ūŅā×║±Č╚ĪŻīŹļH╔Ž┴Ń╝■║±Č╚ę╗░Ńų╗─▄Š½┤_ĄĮąĪöĄ³c║¾ā╔╬╗Ż¼ę“┤╦▒žĒÜī”▄ø╝■║±Č╚ā×╗»Ą─▌ö│÷ĮYśŗ▀Mąą╣ż│╠ą▐š²Ż¼ūŅĮKĮY╣¹╚ń▒Ē6ĪŻ
▄ćķT│§╩╝ĀŅæB┘|┴┐×ķ24.17kgŻ¼ā×╗»║¾Ą─ūŅĮKĮY╣¹▄ćķT┘|┴┐×ķ22.34kgĪŻ£pųž1.83 kgŻ¼╗“£pųž7.57%ĪŻ
▒Ē6 ║±Č╚ā×╗»Ą─ūŅĮKĮY╣¹

3 ▌p┴┐╗»ĘĮ░ĖĄ─ī”▒╚“×ūC
3.1 äéČ╚“×ūC
īóą▐š²║¾Ą─║±Č╚┘xėĶī”æ¬Ą─┴Ń╝■Ż¼ųžą┬ėŗ╦Ńą▐š²▀^║¾Ą──Żą═Ą─äéČ╚ĪŻĮY╣¹╚ń▒Ē7Ż║
▒Ē7 äéČ╚“×ūCĮY╣¹
Å─▒Ē7ųą┐╔ęį┐┤│÷Ż¼│²ā╚░ÕĦŠĆäéČ╚ĮĄĄ══ŌŲõėÓäéČ╚Š∙▒╚│§╩╝ĀŅæBėą╦∙╠ßĖ▀ĪŻā╚░ÕĦŠĆäéČ╚ąį─▄ļmėą▌^┤¾ĮĄĄ═Ż¼Ą½ė╔ė┌▄ćķT│§╩╝Ą─ā╚░ÕĦŠĆäéČ╚ąį─▄║▄Ė▀Ż¼ėąĘŪ│Ż┤¾Ą─Ė╗ėÓŻ¼ŪęįōĘĮ░ĖĄ─ā╚░ÕĦŠĆäéČ╚╬┤│¼▀^─┐ś╦ųĄŻ¼╚įŠ▀ėą£pųž┐šķgĪŻā×╗»║¾ŽÓī”▄ćķT│§╩╝ĀŅæB£pųž1.83kgŻ¼£pųž▒╚▀_ĄĮ7.57%Ż¼ŠC║Žš¹¾wąį─▄üĒ┐┤Ż¼£pųžą¦╣¹▒╚▌^├„’@ĪŻ
3.2 ─ŻæB“×ūC
īóą▐š²║¾Ą─║±Č╚┘xėĶī”æ¬Ą─┴Ń╝■Ż¼ųžą┬ėŗ╦Ńą▐š²▀^║¾Ą──Żą═Ą──ŻæBĪŻĮY╣¹╚ń▒Ē8╦∙╩ŠŻ║
▒Ē8 ─ŻæB“×ūCĮY╣¹
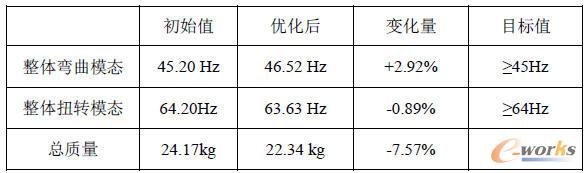
Å─▒Ē8┐╔ęį┐┤│÷Ż¼š¹¾wÅØŪ·─ŻæBŅl┬╩▒╚│§╩╝ĀŅæBėą╦∙╠ßĖ▀Ż¼š¹¾w┼ż▐D─ŻæBŅl┬╩▒╚│§╩╝ĀŅæB╔įėąŽ┬ĮĄĪŻ
4 ĮYšō
▒Š╬─į┌ęčų¬─│▄ćķTĘ┬šµąį─▄Ą─╗∙ĄA╔ŽŻ©░³└©äéČ╚ąį─▄║═─ŻæBąį─▄Ż®ĮĶų·OptiStructī”▄ćķT▀Mąą┴╦═žōõā×╗»Ż¼ī”═žōõā×╗»Ą─ĮY╣¹▀Mąą▀Mę╗▓ĮĄ─Ęų╬÷Ą├ĄĮ┴╦▌p┴┐╗»Ą─│§╩╝ĘĮ░ĖŻ║╚ĪŽ¹ā╚░Õųą▓┐ā╚╝ėÅŖ░ÕŻ¼ą▐Ė─ā╚░Õųą▓┐═Ō╝ėÅŖ░ÕĮYśŗŻ¼║▄ČÓ┴Ń╝■Ą─║±Č╚┐╔ęį£p▒ĪĪŻ╚╗║¾ī”╩ŻėÓ┴Ń╝■ė├ę└╚╗Optistruct▀Mąą║±Č╚ā×╗»Ż¼Å─Č°Ą├ĄĮ┴╦▌p┴┐╗»Ą─ūŅĮKĘĮ░ĖĪŻ
×ķ┴╦įuār▌p┴┐╗»ĘĮ░Ė╩Ūʱ┐╔ąąŻ¼▒Š╬─ūŅ║¾ė├ėąŽ▐į¬ĘĮĘ©─ŻöMĘų╬÷┴╦▄ćķT▌p┴┐╗»║¾Ą─ĘĮ░ĖŻ¼▓ó┼c│§╩╝ąį─▄▀Mąąī”▒╚Ż¼ī”▒╚ĮY╣¹’@╩Šį┌┘|┴┐£p╔┘┴╦7.57%Ą─ŪķørŽ┬Ż¼äéČ╚║═─ŻæBąį─▄Š∙ėą▓╗═¼│╠Č╚Ą─╠ßĖ▀ĪŻÅ─Č°┐╔ęįĄ├│÷ĮYšōŻ║┤╦▌p┴┐╗»ĘĮ░Ė┐╔ąąĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌═žōõā×╗»Ą──│╬óą═▄ć▄ćķT▌p┴┐╗»čąŠ┐
▒Š╬─ŠWųĘŻ║http://www.vmgcyvh.cn/html/solutions/14019311736.html