0 ę²čį
╣ż│╠ÖCąĄąąśIĄ─čĖ╦┘░lš╣ī”«aŲĘŲĘ┘|╝░ŲõéĆąį╗»Ą─ąĶŪ¾įĮüĒįĮĖ▀Ż¼Å═ļsČÓśėĄ─śIäš╠ž³cęį╝░Ų¾śIęÄ─ŻĄ─▓╗öÓöU┤¾┼cįŁ╩╝Ą─╣▄└Ē¼FĀŅą╬│╔┴╦§r├„Ą─├¼Č▄Ż¼įSČÓßśī”ĮKČ╦┐═æ¶Ą─éĆąį╗»Č©ųŲ«aŲĘĄ─ėåå╬ąĶę¬į┌įŁėąĄ─«aŲĘŽĄ┴ą▀MąąįOėŗ╔ŽĄ─ąĪą▐Ė─Ż¼ė╔ė┌ø]ėąą┼ŽóŽĄĮyĄ─ų¦│ųŻ¼║▄ČÓŲ¾śI╗∙ė┌ėåå╬└Łäė╔·«a╣▄└ĒĄ─ĘĮ╩Į║▄ļyīŹ¼FŻ¼į┘╝ė╔Ž«aŲĘŲĘĘNČÓĪó┐═æ¶Č©ųŲąĶŪ¾ČÓŻ¼╬’┴ŽĄ─ėŗ╦Ń▓╗āH└¦ļyŻ¼Č°ŪęĘ┤ė│╦┘Č╚║▄┬²ĪŻ
×ķ┴╦┤“ŲŲŲ¾śI╦∙├µ┼RĄ─ą┼Žó╣┬ŹuŻ¼╠ßĖ▀«aŲĘĄ─┘|┴┐ĪóĮĄĄ═╔·«a│╔▒ŠŻ¼║▄ČÓŲ¾śIīŹ╩®┴╦«aŲĘ╔·├³ų▄Ų┌╣▄└Ē(Product Lifecycle ManagementŻ¼PLM)╝░Ų¾śI┘Yį┤ėŗäØ(EntERPrise Resource PlanningŻ¼ERP)ā╔┤¾ŽĄĮyĄ─╝»│╔Ż¼ŲõųąųŲįņBOM(Manufacturing BOMŻ¼MBOM)ū„×ķ├Ķ╩÷«aŲĘĮYśŗ║═öĄō■Ą─ų„ꬹ╬╩ĮŻ¼╩ŪERPŽĄĮyĄ─öĄō■╗∙ĄAŻ¼╩Ū┬ōŽĄ║═£Ž═©Ų¾śIĖ„ĒŚśI䚥─╝~ĦŻ¼ų▒Įėė░Ēæų°Ų¾śIĄ─╣▄└Ē║═╔·«aĪŻČ°MBOM«a╔·ė┌PLMŽĄĮyŻ¼═©▀^ā╔┤¾ŽĄĮyĄ─╝»│╔┐╔ęįīŹ¼F«aŲĘöĄō■║═ŽÓĻPą┼Žóų«ķg▀Mąąėąą¦Ą─╣▓ŽĒŻ¼▒ŻūC╗∙ĄAöĄō■Ą─£╩┤_║═Įyę╗Ż¼▀Mę╗▓ĮīŹ¼FśIäš║═žö䚥─ę╗¾w╗»ĪŻ
1 ╣ż│╠BOMŽ“ųŲįņBOM▐D╗»
╣ż│╠ÖCąĄĄ─«aŲĘįOėŗ─Żą═╩Ūę╗éĆīė┤╬ĮYśŗŻ¼░³└©«aŲĘĪó▓┐╝■║═┴Ń╝■Ż¼Č°T│╠BOM(Engineering BOMŻ¼EBOM)╩Ūę╗ĘNĘ┤ė│«aŲĘĮYśŗĄ─╝╝ąg╬─╝■Ż¼Ę┤ė│┴╦«a│╔ŲĘ┼c┴Ń/▓┐╝■ķgĄ─īė┤╬ĻPŽĄŻ¼═¼Ģr’@╩Š┴Ń/▓┐╝■Ą─ŠÄ┤aĪóęÄĖ±║═▓─┴ŽĄ╚ą┼ŽóĪŻį┌▓╗═¼Ą─ųŲįņŁhŠ│Ž┬Ż¼Ė„▓┐ķTČ╝ę¬Å─«aŲĘįOėŗųą½@╚Ī╠žČ©Ą─öĄō■üĒųĖī¦╔·«aĪŻ
Ė∙ō■╔Ž├µ╦∙╩÷Ż¼ĮY║Ž╣ż│╠ÖCąĄąąśI«aŲĘ┼õų├ČÓĪó¾wą═┤¾Īó┴Ń/▓┐╝■ĘNŅÉĘ▒ČÓĪóčb┼õ║═╝ė╣ż╣ż╦ćÅ═ļsĄ─╔·«a╠ž³cŻ¼EBOMŽ“MBOMĄ─▐D╗»ų„ę¬═©▀^ęįŽ┬ĘĮ╩ĮīŹ¼FĪŻ
1.1 Į©┴óEBOMŽ“MBOM▐D╗»Ą─ĻP┬ōĻPŽĄ
EBOM╩Ūį┌«aŲĘįOėŗļAČ╬ą╬│╔Ą─Ż¼╦³ęÄČ©┴╦«aŲĘĄ─īė╝ē┼cöĄ┴┐ĻPŽĄŻ¼╩Ū«a╔·║¾└mMBOMĄ─į┤Ņ^ĪŻEBOM╗∙▒ŠøQČ©┴╦BOMĄ─ęÄ─Ż┼cĮYśŗŻ¼╩Ū╬’┴ŽŪÕå╬║å╗»Ą─╩ūę¬ĻPūó³cĪŻ×ķ┴╦╠ßĖ▀«aŲĘĄ─═©ė├ąįĪó▒ŻšŽąį║═įOėŗņ`╗ŅąįŻ¼Į³Äū─Ļ─ŻēK╗»įOėŗÅVĘ║æ¬ė├ė┌╣ż│╠ÖCąĄįOėŗŅIė“Ż¼Ė∙ō■▓╗═¼Ą─ŽĄĮy╣”─▄īó«aŲĘäØĘų×ķČÓéĆ─ŻēKŻ¼▓╗═¼─ŻēKĄ─▓╗═¼ĮM║Ž┐╔ęįĄ├ĄĮ▓╗═¼ŅÉą═║═ęÄĖ±Ą─«aŲĘŻ¼▀@śė╩╣Ą├«aŲĘĄ─ĮYśŗ║åå╬Īó│╔▒ŠĄ═┴«ĪŻ
│¼╝ēEBOM╩ŪĖ∙ō■«aŲĘų„ę¬╣”─▄äØĘų║¾─ŻēK╗»EBOMĮYśŗĄ─│¼╝ēĮM║ŽŻ¼└²╚ń╔Į═ŲĄ─SD16ŽĄ┴ą═Ų═┴ÖCĪóSD32ŽĄ┴ą═Ų═┴ÖCŠ═╩Ū═Ų═┴ÖCĄ─│¼╝ēEBOMĪŻ╚ńłD1╦∙╩ŠĄ─│¼╝ēEBOMųą░³└©═¼ę╗ŽĄ┴ą«aŲĘŽ┬╦∙ėą╔µ╝░ĄĮĄ─╣”─▄─ŻēKĪŻ│¼╝ēEBOMĄ─┤ŅĮ©ėą└¹ė┌«aŲĘĮYśŗĄ─╩ß└Ē║═Ė─╔ŲŻ¼─▄┤¾┤¾£p╔┘╝╝ąg╚╦åTĄ─╣żū„┴┐Ż¼Č°Ųõ─ŻēK╗»Ą─ĮYśŗĖ³×ķ│¼╝ēEBOMŽ“MBOMĄ─│§╩╝▐D╗»╠ß╣®▒ŃĮ▌ėąą¦Ą─ĘĮĘ©ĪŻ
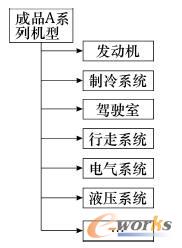
łD1 │¼╝ēEBOM
ę╗░ŃüĒšfŻ¼╣ż│╠ÖCąĄĄ─«aŲĘĘųŅÉų„ę¬╩ŪĖ∙ō■░läėÖCĄ─±R┴”Ż«é„äėą╬╩Įęį╝░▀mė├╣żørĄ─▓╗═¼▀MąąäØĘųŻ¼└²╚ń╔Į═ŲĄ─SD16AA▒Ē╩Š160±R┴”ę║┴”é„äėś╦£╩ą══Ų═┴ÖCĪŻłD1╦∙╩ŠųąŻ¼Ė„éĆ─ŻēKų«ķgę▓▓ó▓╗╩Ū═Ļ╚½╣┬┴ó┤µį┌Ą─Ż¼ę▓ėą┤®▓Õ┤µį┌Ż¼ę“┤╦×ķ┴╦Ž“│§╩╝MBOM▐D╗»Ż¼╩ūŽ╚Ģ■Ė∙ō■╗∙▒Š┼õų├Ą─▓╗═¼▀MąąĘųŅÉŻ¼Ė∙ō■─ŻēK┼c«aŲĘ┼õų├Ą─ĻPŽĄ┐╔Ęų×ķ╣½ė├▓┐╝■Īó▒ž▀x▓┐╝■║═┐╔▀x▓┐╝■ĪŻ
╣½ė├▓┐╝■╝┤×ķ▒žĒÜ░┤ššę╗Č©Ą─ęÄätÅ─«aŲĘų„ĮYśŗųąųĖČ©Ą──ŻēKųą▀xō±ę╗Č©öĄ┴┐Ą──ŻēK╝ė╚ļĄĮČ©ųŲ«aŲĘųąŻ¼╩Ūę╗ĘN╗∙▒Š┼õų├ųą▓╗ūāĄ──ŻēKŻ¼└²╚ń░läėÖC─ŻēKŻ║▒ž▀x▓┐╝■×ķ┼c┼õų├ūā╗»ŽÓĻPĄ─▓┐╝■Ż¼▒╚╚ńąąū▀ŽĄĮyŻ║┐╔▀x▓┐╝■╩ŪĖ∙ō■┐═æ¶Ą─╠ž╩Ōę¬Ū¾Č©ųŲįOėŗĄ─Å─«aŲĘų„ĮYśŗųąę╗ą®¬Ü┴óĄ──ŻēKųą▀xō±╦∙ąĶŪ¾─ŻēK╝ė╚ļĄĮČ©ųŲ«aŲĘųąĄ─ę╗ą®▓┐╝■Ż¼└²╚ń£ń╗Ų„Īó┐šš{Ą╚ĪŻ
═©▀^į┌PLMŽĄĮyųą┼õų├Ą─▓╗═¼┤Ņ┼õ▀xō±ą╬│╔╚ńłD2╦∙╩ŠĄ─ę╗ĘNĮYśŗ║å╗»║¾Ą─ČÓ┼õų├EBOMŻ¼░³║¼╔Ž╩÷╦∙šfĄ─╚²ĘNŅÉą═Ą─▓┐╝■Ż¼MBOMĄ─äōĮ©ęį┤╦║å╗»Ą─ČÓ┼õų├EBOM×ķ╗∙ĄA▀Mąą┴Ń/▓┐╝■Ą─▓Ęų║═║Ž▓óĪŻ
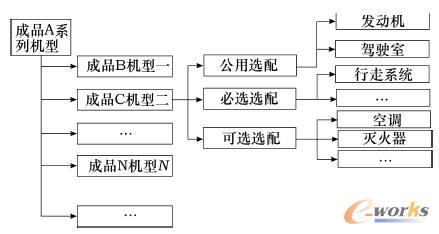
łD2 ČÓ┼õų├EBOM
1.2 Į©┴óČÓ┼õų├MBOMŽ“å╬ę╗MBOMĄ─▐D╗»ĻPŽĄ
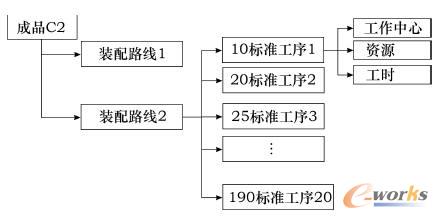
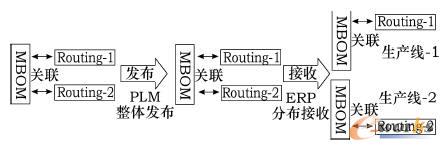
╣ż│╠ÖCąĄ«aŲĘĄ─╔·«a▀^│╠╩Ūę╗éĆÅ─įŁ▓─┴ŽĄĮ│╔ŲĘĄ─Ė▀Č╚ŽÓĻPĄ─╗Ņäėµ£ĪŻįŁ▓─┴Ž▒╗ųŲ│╔├½┼„Ż¼├½┼„▒╗╝ė╣ż│╔Ė„ĘN┴Ń╝■Ż¼┴Ń╝■ėų▒╗ĮMčb│╔▓┐╝■Ż¼ūŅ║¾┴Ń╝■║═▓┐╝■┐éčb│╔«aŲĘŻ¼Ė∙ō■PLMŽĄĮyųąįOėŗęĢłD║═ųŲįņęĢłDā╔┤¾ęĢłDĄ─┤µį┌Ż¼īó╔Ž╩÷░³║¼┐╔▀x║═▒ž▀x▓┐╝■Ą─║å╗»ČÓ┼õų├EBOM▐D╗»│╔į┌PLMŽĄĮyųąęį▓╗═¼ęĢłD┤µį┌Ą─ČÓ┼õų├MBOMŻ¼Ą½╩Ū┤╦ŅÉČÓ┼õų├MBOM▓╗─▄ų▒Įėæ¬ė├ė┌╔·«aŻ¼▒žĒÜīóŲõ▀Mę╗▓Į▐D╗»│╔å╬ę╗┼õų├Ą─MBOM╝┤│╔ŲĘėåå╬į┘ĮY║Ž╣ż╦ćBOM(Processing Planning BOMŻ¼PPBOM)Ą╚ą┼Žó▓┼─▄é„▀fĄĮERPŽĄĮyųąųĖī¦╔·«aŻ¼ČÓ┼õų├MBOMŽ“å╬ę╗┼õų├MBOM▐D╗»╚ńłD3╦∙╩ŠĪŻ
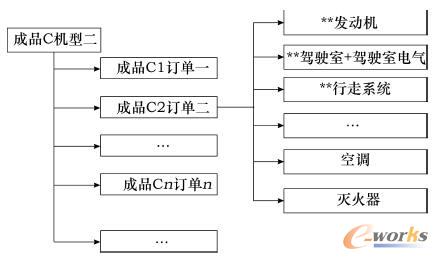
łD3 ČÓ┼õų├MBOMŽ“å╬ę╗┼õų├MBOM▐D╗»
ČÓ┼õų├MBOMŽ“å╬ę╗┼õų├MBOMĄ─▐D╗»▀^│╠ųą░³║¼ęįŽ┬ÄūéĆĘĮ├µĪŻ
1)╠ōöM╝■Ą─▐D╗»ĪŻī”ė┌╣ż│╠ÖCąĄąąśIŻ¼BOMīŹ╩®ūŅ┤¾Ą─ļy³c║═ųžę¬ąįų„ę¬¾w¼Fį┌┴Ń/▓┐╝■║═▓┐╝■ĄĮ│╔ŲĘĄ─ĮMčb▀^│╠Ż¼EBOMųąĄ─Ė„éĆ─ŻēK╩Ūčb┼õ▀^│╠ųąą╬│╔Ą─░ļ│╔ŲĘŻ¼▀@ą®░ļ│╔ŲĘį┌ęįūŅĮK«aŲĘ×ķ─┐ś╦Ą─╬’┴ŽŪÕå╬╔Ž▓╗╩ŪęįīŹ╬’┤µį┌Ą─Ż¼ę“┤╦┐╔īóŲõęĢ×ķ╠ōöM╝■ĪŻ
╠ōöM╝■╩Ū«aŲĘĮYśŗūā╗»Ą─ųąķg▀^Č╔Ż¼─▄ē“║å╗»MBOMĄ─ĮYśŗŻ¼£p╔┘ERPŽĄĮy▀\╦ŃĄ─╣żū„┴┐Ż¼═¼Ģr─▄Šo├▄ĻP┬ōEBOM┼cMBOMŻ¼╩╣╣ż│╠ūāĖ³─▄ē“┐ņ╦┘ėąą¦Ąž▀MąąĪŻ
2)BOMīė┤╬Ą─║å╗»ĪŻŠC║ŽįSČÓMBOMĄ─ŠÄųŲĘĮĘ©Ż¼┤¾ČÓ╣ż│╠ÖCąĄąąśIīóČÓīė┤╬Ą─EBOMį┌ūŅĮKčb┼õŁh╣Øē║┐s│╔╚²īėĄ─MBOMŻ¼╝┤Å─│╔ŲĘĄĮ╠ōöM╝■į┘ĄĮ▓╔┘Å╝■ĪŻ×ķ┴╦ģ^ĘųČÓ┼õų├MBOMĄ─┐╔▀x▓┐╝■║═▒ž▀x▓┐╝■Ż¼║å╗»ČÓ┼õų├EBOMųąīóā╔ĘN▓┐╝■▀Mąą┴╦┤“░³╠Ä└ĒŻ¼╝┤EBOMīė╝ē▐Dūā×ķ│╔ŲĘ┐╔▀x░³Īó▒ž▀x░³▓┐╝■Ż¼▀@śėį÷╝ė┴╦EBOMĄ─īė╝ēĪŻį┌MBOMĄ─┤ŅĮ©▀^│╠ųąŻ¼ĮY║Ž╠ōöM╝■Ą─æ¬ė├║═╔·«a▀^│╠ųą▓╗═¼Ą─čb┼õ╣ż╬╗╝s╩°Ż¼═©▀^ē║┐sīóEBOMųąĄ─▓┐╝■ūā│╔ČÓéĆ▓╗═¼Ą─╠ōöMčb┼õ╚║Ż¼įōĘĮĘ©Ą─ā׳c╩Ū║å╗»┴╦MBOMīė┤╬Ż¼═¼Ģr╣ż│╠ūāĖ³▀^│╠ųąįOėŗ╚╦åT┼c╔·«a╣ż╦ć╚╦åT─▄┐ņ╦┘ėąą¦Ąž£Ž═©Ż¼Å─Č°═©▀^╝»│╔é„▀fĄĮERPŽĄĮyė├ė┌╔·«aĪŻ
3)BOMĮYśŗĄ─║å╗»ĪŻERPŽĄĮyųą╬’┴ŽąĶŪ¾ėŗäØ(Material Requirement PlanningŻ¼MRP)▀\╦ŃĢrĢ■ų▒Įėš╣ų┴MBOMĄ─ūŅĄūīė▓╔┘Å╝■Ż¼ųTČÓ┤¾ą═╣ż│╠ÖCąĄ╔╠║å╗»BOMĮYśŗĄ─ūŅ╝čĘĮĘ©ų„ę¬╩Ūīóę╗ą®ĘŪ║╦ą─ĮM╝■ų▒Įė═ŌģfŻ¼╚╗║¾▓╔┘Å░ļ│╔ŲĘŻ¼╝╚─▄£p▌pŲ¾śIā╚▓┐Ą─╔·«ažōō·Ż¼ėų─▄╠ßĖ▀╔·«aą¦┬╩ĪŻę“┤╦Ż¼ČÓ┼õų├MBOMųąąĶę¬Å─EBOMĄ─▓┐╝■ųą╠ߤÆ│÷ę╗ą®▓╔┘ÅĮM╝■Ż¼▀@Š═╔µ╝░ĄĮ┴Ń/▓┐╝■Ą─ĮM║ŽŻ¼═¼ĢrŻ¼ė╔ė┌╣ż│╠ÖCąĄ┴Ń/▓┐╝■╔·«aĄ─ņ`╗ŅąįŻ¼▓╔┘ÅĮM╝■╝╚░³└©EBOM─ŻēKā╚┴Ń/▓┐╝■Ą─ĮM║ŽŻ¼ę▓░³└©┐ń─ŻēKĄ─ĮM║ŽŻ¼▒╚╚ń±{±é╩ę┐é│╔░³║¼ę╗▓┐ĘųļŖÜŌŽĄĮyĪŻ─ŻēKā╚Ą─ĮM║Ž┐╔ų▒Įė║Ž▓óų┴╠ōöM─ŻēKŽ┬Ż¼Č°─ŻēKķgĄ─ĮM║Ž┐╔ų▒Įėū„×ķ«aŲĘĄ─ūė╝■Ę┼╚ļČÓ┼õų├MBOMųąŻ¼▀@śėäōĮ©å╬ę╗┼õų├MBOMĢr╝┤┐╔ų▒Įė╩╣ė├ĪŻ
2 ╝»│╔ŁhŠ│Ž┬╣ż╦ćBOM┼cųŲįņBOMĄ─ĮY║Ž
MBOM╩ŪPLM&ERPŽĄĮy╝»│╔Ą─╗∙ĄAŻ¼═©▀^╝»│╔─▄ē“īŹ¼FBOMĄ─▐DōQ║═é„▀fŻ¼▒▄├Ōį┌ERPČ╦Č■┤╬▌ö╚ļĄ─┬ķ¤®Ż¼╠ßĖ▀╣żū„ą¦┬╩Ż¼Č°Ūę┐╔ęį▒▄├ŌČ■┤╬▌ö╚ļĦüĒĄ─Õeš`ĪŻę“┤╦Ż¼į┌ŽĄĮy╝»│╔▀^│╠ųąūŅųžę¬Ą─╩ŪMBOMĮY║Ž╣ż╦ćBOMųą╠ß╣®Ą─«aŲĘ╣ż╦ćą┼Žó╦∙ą╬│╔Ą─«aŲĘ┴Ń/▓┐╝■Ą─╗∙▒Š╬’┴Žą┼ŽóĪóčb┼õĻPŽĄĪóčb┼õöĄ┴┐ęį╝░ūįųŲ╝■Ą─╣żą“Ą╚ą┼ŽóĄ─é„▀fŻ¼PLM&ERPŽĄĮy╝»│╔╚ńłD4╦∙╩ŠĪŻ
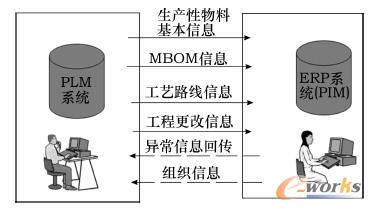
łD4 PLM&ERPŽĄĮy╝»│╔
2.1 ╣ż╦ćBOM┤ŅĮ©▀^│╠ųą┼cMBOMĄ─ĮY║Ž
╣ż╦ćBOM╩ŪŲ¾śIĄ─╣ż╦ćįOėŗ▓┐ķTė├üĒĮM┐Ś║═╣▄└Ē─│ĘN«aŲĘ╝░ŽÓĻP┴Ń/▓┐╝■Ą─╣ż╦ć╬─╝■Ż¼ų„ę¬╩ŪĖ∙ō■Ų¾śIĄ─čbéõ╠ž³cŻ¼ŠÄųŲ«aŲĘĄ─ĮM╝■Īó┴Ń/▓┐╝■║═ūŅĮK«aŲĘĄ─ųŲįņĘĮĘ©Ż¼╝┤═©╦ū╦∙šfĄ─╣ż╦ć┬ĘŠĆ┼c▓┐╝■Ęų┼õĄ─╝»║ŽŻ¼╣ż╦ć┬ĘŠĆ╩Ū┘Yį┤Īó╣żū„ųąą─Īóś╦£╩╣żą“Īó╣żĢr║═╣żčbĄ╚Ą─ĮM║ŽĪŻ
╣ż╦ć┬ĘŠĆųąĄ─┘Yį┤║═ś╦£╩╣żą“╩Ū×ķ┴╦žöäš║╦╦Ń▄ćķg│╔▒ŠĪóųŲįņ│╔▒Š║═įOéõš█┼fĄ╚╦∙įOČ©Ą─Ż¼┘Yį┤ś╦£╩╗»─▄╩╣Ų¾śIĖ„éĆ▓╗═¼▓┐ķTų«ķg╣▓ŽĒ┘Yį┤Ż¼ėą└¹ė┌Ų¾śIĄ─Š½ęµ╔·«aŻ¼ę“┤╦Ż¼ęÄĘČĮyę╗Ų¾śIĄ─┘Yį┤║═ś╦£╩╣żą“ŠÄ┤a╩Ū┤ŅĮ©╣ż╦ćBOMĄ─Ū░╠ߌl╝■Ż¼═¼Ģr×ķ┴╦£p╔┘ERPŽĄĮyĄ─▀\╦Ń┴┐Ż¼īóę╗ą®▓╗ģó┼cų▒Įė╔·«aĄ─┘Yį┤║═╣żą“å╬¬ÜÜwŅÉ╠Ä└ĒŻ¼▒Ńė┌žöäšĘųŅÉš¹└ĒŻ¼ę╗░Ń┐╔īó┼c«aŲĘų▒ĮėėąĻPĄ─┘Yį┤░┤šš▓╗═¼Ą─╣żĘN▀Mąąģ^ĘųŻ¼Ęų×ķ╚╦╣ż┘Yį┤║═įOéõ┘Yį┤ā╔┤¾ŅÉŻ¼▒╚╚ń▄ć╣żĪó▄ć┤▓Īó║Ė╣ż║═║ĖÖCĄ╚Ż¼ś╦£╩╣żą“░┤šš╣ż╦ćĘNŅÉ▀MąąĘųŅÉŻ¼╚ńŽ┬┴ŽĪó▄ćĪóŃŖĪó─ź║═¤ß╠Ä└ĒĄ╚ĪŻ
Ė∙ō■ąąśIś╦£╩Ż¼═Ļ╔Ų╔Ž╩÷╦∙šfĄ─┘Yį┤║═ś╦£╩╣żą“ŠÄ┤a║¾Ż¼╣ż╦ćBOMĘų×ķęįŽ┬ā╔ĘNĪŻ
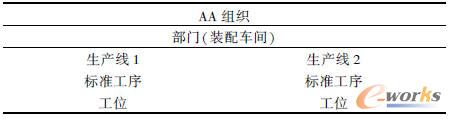
1)čb┼õ╣ż╦ćBOMĪŻčb┼õ▀^│╠╩Ū╣ż│╠ÖCąĄąąśIūŅ×ķųžę¬ĪóūŅ×ķÅ═ļsĄ─▓┐ĘųŻ¼─┐Ū░įSČÓŲ¾śI▓╔ė├╔·«aŠĆĄ─ą╬╩Į▀MąąŻ¼ė╔ė┌╔·«aŠĆĄ─ņ`╗Ņąį▌^┤¾Ż¼═¼ę╗éĆ«aŲĘ┐╔ęįį┌▓╗═¼Ą─╔·«aŠĆ╔Ž▀Mąąčb┼õŻ¼▀@śėŠ═┤µį┌ų°▓óąą╣ż╦ć┬ĘŠĆĪŻ╚ń▒Ē1╦∙╩ŠĄ─BOMĻPŽĄ╩Š└²Ż¼AAĮM┐ŚŽ┬┤µį┌ų°čb┼õ▄ćķg▀@éĆ▓┐ķTŻ¼▄ćķgā╚▓┐ėąā╔Śl╔·«aŠĆĪŻę“┤╦Ż¼į┌┤ŅĮ©čb┼õ╣ż╦ćBOMĢrŻ¼ę¬┐╝æ]╣ż╦ć┬ĘŠĆĄ─═©ė├ąįŻ¼═©▀^ęÄĘČ▓╗═¼╔·«aŠĆĄ─╣żą“▓┘ū„Ż¼ę╗ĘĮ├µ─▄£p╔┘╣ż╦ćBOM┤ŅĮ©Ą─ČÓśėąįŻ¼┴Ēę╗ĘĮ├µėą└¹ė┌Ų¾śI╣▄└ĒĄ─╠ß╔²ĪŻłD5╦∙╩Š×ķčb┼õ╣ż╦ć┬ĘŠĆ╩Š└²Ż¼Ė∙ō■čb┼õĻPŽĄĄ─Ž╚║¾Ēśą“Ż¼īóMBOMųąĄ─╬’┴ŽĘųäe═ČĘ┼ų┴▓╗═¼╣żą“║═╣ż╬╗Ż¼╝┤═Ļ│╔╣ż╦ćBOM┼cųŲįņBOMĄ─ĮY║ŽĪŻ
┤╦═ŌŻ¼╠ōöM╝■╣ż╦ćBOM╩ŪʱäōĮ©ī”PLM&ERPĄ─ŽĄĮy╝»│╔▀^│╠║▄ųžę¬Ż¼└²╚ńPTC╣½╦Šķ_░lĄ─WindchillŽĄĮyųą╠ōöM╝■┐╔ęį┐┤ū÷╩Ū═Ė├„Ą─Ż¼┐╔ęį═Ė▀^╠ōöM╝■ų▒Įėš╣ĄĮŽ┬ę╗īė╝ēĄ─╣ż╦ć┬ĘŠĆŻ║Č°Oracle ERPŽĄĮyųąĄ─└Ē─Ņėą╦∙▓╗═¼Ż¼╠ōöM╝■į┌MBOMĮYśŗš╣ķ_Ģr╩Ū═Ė├„Ą─Ż¼Ą½į┌╣ż╦ć┬ĘŠĆš╣ķ_ĢrąĶę¬Į©┴ó╠ōöM╝■Ą─╣ż╦ć┬ĘŠĆ▓┼─▄īóŽ┬īė▓┐╝■Ą─╣żą“é„ų┴╔Žīė▓┐╝■Ż¼ę“┤╦×ķ┴╦╝»│╔ĘĮ▒ŃŻ¼╠ōöM╝■ę▓ąĶę¬äōĮ©╣ż╦ćBOMĪŻ
▒Ē1 BOMĻPŽĄ╩Š└²
2)ūįųŲ╝■╣ż╦ćBOMĪŻūįųŲ╝■×ķŲ¾śIā╚▓┐╝ė╣żĄ─┴Ń/▓┐╝■Ż¼Ų¾śIĄ─▄ćķg▓╝ŠųĖ∙ō■┴Ń/▓┐╝■╝ė╣żĘĮ╩ĮĄ─▓╗═¼┐╔Ęų×ķÖCąĄ╝ė╣ż║═¤ß╠Ä└Ēā╔ĘNŻ¼╣ż╦ć┬ĘŠĆĄ─┤ŅĮ©┼cłD5╦∙╩ŠŽÓ═¼Ż¼ĻPµI╩ŪERPŽĄĮyųą▓╗═¼▄ćķgśIäšų«ķgĄ─┴„▐D╠Ä└ĒŻ¼ę╗░Ńėąā╔ĘN╠Ä└ĒĘĮ╩ĮĪŻ
łD5 čb┼õ╣ż╦ć┬ĘŠĆ╩Š└²
(1)Å─┴Ń/▓┐╝■Ą─├½┼„▓╔┘ÅĄĮūŅĮK│╔ŲĘĖ∙ō■╣żą“▓╗═¼üĒģ^ĘųŻ¼╚ńłD6╦∙╩ŠĄ─ūįųŲ╝■╣ż╦ć┬ĘŠĆ1Ż¼Ųõųą²X▌åD╩ŪūŅĮK╦═╚╦┐éčb▄ćķgĄ─┴Ń/▓┐╝■│╔ŲĘŻ¼²X▌åD1╩ŪųĖ▓╔┘ÅĄ─├½┼„╝■Ż¼²X▌åĄ─╝ė╣żė╔╝ė╣ż▄ćķg║═¤ß╠Ä└Ē▄ćķg╣▓═¼═Ļ│╔Ż¼▄ćķgų«ķgĄ─┴„▐D═©▀^╣żą“╠¢▀Mąąģ^ĘųŻ¼▀@ĘNĘĮĘ©┐╔ęį£p╔┘MBOMĄ─īė╝ēŻ¼╣ż╦ć┬ĘŠĆ├Ķ╩÷ŪÕ╬·Ż¼Ą½╩Ūš{š¹╣żą“╗“š▀╣żą“═ŌģfĢ■ī”╣ż╦ć╚╦åT║═▄ćķg╣żū„╚╦åTĄ─ė░Ēæ▌^┤¾ĪŻ
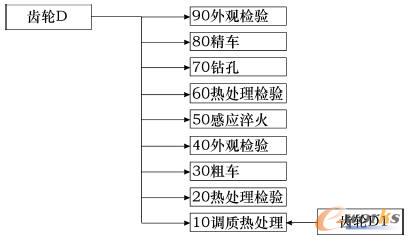
łD6 ūįųŲ╝■╣ż╦ć┬ĘŠĆ1
(2)ĮY║ŽMBOMöÓīėįŁätŻ¼īó▓╗═¼▄ćķg╝ė╣ż║¾Ą─«aŲĘą┬Į©╬’┴ŽŠÄ┤aŻ¼═©▀^MBOMīė╝ēĄ─š╣ķ_═Ļ│╔╣ż╦ćBOMį┌▓╗═¼▄ćķgśI䚥─╠Ä└ĒŻ¼ūįųŲ╝■╣ż╦ć┬ĘŠĆ2╚ńłD7╦∙╩ŠŻ¼×ķ┴╦▒Ńė┌Ė„éĆ▄ćķgį┌ERPŽĄĮyųą▀Mąą╚╦Äņ═Ļ╣ż╠Ä└ĒŻ¼²X▌åD2ĪóD3ĪóD4╩ŪųĖ▓╗═¼▄ćķgĄ─«a│╔ŲĘŻ¼└²╚ń├½┼„╝■²X▌åD1Įø▀^¤ß╠Ä└Ē▄ćķgš{┘|╠Ä└Ē║¾╚ļÄņĄ─│╔ŲĘūā×ķ²X▌åD2ĪŻ┤╦ĘNĘĮĘ©┐╔ęį▒▄├Ō╔Ž╩÷╦∙šf╣żą“š{š¹Ą─ė░ĒæŻ¼▒Ńė┌▄ćķgśIäš╚╦åTšŲ╬šŻ¼Ą½MBOMīė╝ēį÷╝ėŻ¼MRP▀\╦Ń▀^│╠ųąąĶę¬ųīėš╣ķ_ĪŻ
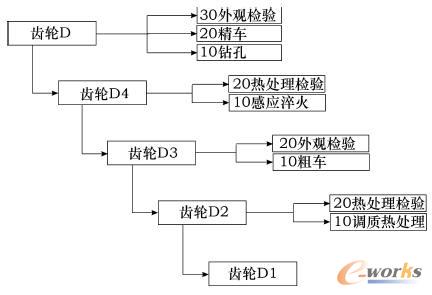
łD7 ūįųŲ╝■╣ż╦ć┬ĘŠĆ2
ā╔ĘNūįųŲ╝■╣ż╦ćBOMĄ─┤ŅĮ©¾w¼F▓╗═¼Ą─ERPŽĄĮyśIäš┴„▐DŻ¼Ą┌ę╗ĘNĘĮĘ©Ą─╣żå╬╬©ę╗Ż¼Ą½╣żå╬äō┴ó║¾ąĶę¬▓╗═¼▄ćķgĪó▓╗═¼Ą─╚╦åTŽÓ╗ź£Ž═©▀Mąą╣żą“▐DęŲ║═ŠSūoŻ║Ą┌Č■ĘNĘĮĘ©ąĶę¬äōĮ©ČÓéĆ╣żå╬Ż¼Ą½▓┘ū„š▀ų«ķgĄ─┬ōäėąį▌^ąĪŻ¼▓╗═¼Ų¾śIĖ∙ō■Ė„ūįĄ─╔·«a╠ž³c▀xō±▓╗═¼Ą─ĘĮĘ©ĪŻ
2.2 ╝»│╔ŁhŠ│Ž┬MBOM║═╣ż╦ćBOMĄ─é„▀f
┤¾ą═╣ż│╠ÖCąĄŲ¾śIė╔▓╗═¼Ą─╩┬śI▓┐Īóūė╣½╦ŠĮM│╔Ż¼×ķ┴╦Ų¾śIā╚▓┐Ą─ą┼Žó╣▓ŽĒ║═╔·«aĮyę╗Ż¼╝»│╔▀^│╠ųąBOMĄ─äōĮ©║═é„▀fąĶę¬į┌ā╔┤¾ŽĄĮyŽÓ═¼╣”─▄Ą─╗∙ĄA╔Ž╝ėęį▐D╗»▓┼─▄▀MąąŻ¼└²╚ńPTC╣½╦Šķ_░lĄ─PLMŽĄĮyųąMBOM┼c╣ż╦ćBOMų«ķg┐╔ęį¬Ü┴ó┤µį┌Ż¼Č°Oracle ERPŽĄĮyųąā╔š▀ät╩ŪŠo├▄┬ōŽĄĄ─Ż║PLMŽĄĮyīóĖ„éĆ▄ćķgĘQų«×ķ“╣żū„ųąą─”Ż¼Č°ERPŽĄĮyųąät×ķ“▓┐ķT”Ż║PLMŽĄĮy“«aŲĘ╚▌Ų„”Ž┬Ą─ųŲįņBOM║═╣ż╦ćBOMį┌░lĘ┼▀^│╠ųąę¬▀xō±ERPŽĄĮyųą▓╗═¼Ą─“ĮM┐Ś”Ą╚ĪŻ
BOMé„▀f▀^│╠╚ńłD8╦∙╩ŠŻ¼ā╔┤¾ŽĄĮy╝»│╔▀^│╠ųąŻ¼MBOM║═ČÓŚl╣ż╦ćBOM═¼▓Į░l▓╝Ż¼PLMŽĄĮyį┌░l▓╝▀^│╠ųąČ©┴xĮM┐ŚĪó╬’┴Ž┼cČÓ┬ĘŠĆ┤·┤aŻ¼ūįäėīæ╚ļī”æ¬ūųČ╬Ż║ERPŽĄĮyĮė╩š▀^│╠ųąŻ¼ū±čŁŽ╚╬’┴Ž║¾BOMĄ─įŁätŻ¼╩ūŽ╚Įė╩šūŅą┬Ą─╗∙▒Š╬’┴Žą┼ŽóŻ¼Ųõ┤╬░┤ššę¬Ū¾╔·│╔ČÓ┼õų├MBOMŻ¼ŲõųąĄ─╣żą“ą“╠¢┼c╣ż╦ć┬ĘŠĆĄ─ą“╠¢ŽÓ═¼Ż¼╚ńėą▓╗═¼Ż¼ERPŽĄĮyĢ■Įo│÷Õeš`ą┼ŽóŻ¼ęį▒Ńė┌PLMŽĄĮyČ╦▀Mąą╠Ä└ĒĪŻ▀@ĘNĮY║Ž║¾Ą─╝»│╔ĘĮ╩Į┐╔ęį▒▄├ŌŽĄĮy╬╔üyŻ¼▒ŻūCöĄō■é„▀fĄ─£╩┤_ĪŻ
łD8 BOMé„▀f▀^│╠
3 ĮYšZ
ŠC╔Ž╦∙╩÷Ż¼▒Š╬─Ė∙ō■Ų¾śI│╔╣”īŹ╩®╩Š└²Ż¼ī”ė┌╣ż│╠ÖCąĄąąśIĄ─BOMĮYśŗ▐D╗»▀Mąą┴╦Ęų╬÷Ż¼▓óėæšō┴╦PLM&ERP╝»│╔ŁhŠ│Ž┬ųŲįņBOM┼c╣ż╦ćBOMĄ─ĮY║Ž║═é„▀fĘĮ╩ĮŻ¼ĮYšō╚ńŽ┬Ż║1Ż®╣ż│╠ÖCąĄąąśIįOėŗBOMŽ“ųŲįņBOMĄ─▐D╗»▀^│╠×ķŻ║│¼╝ēEBOM→ČÓ┼õų├EBOM→ČÓ┼õų├MBOM→å╬ę╗┼õų├MBOMĪŻ2Ż®ųŲįņBOM┼c╣ż╦ćBOMĄ─ĮY║Ž╝╚¾w¼Fį┌╣ż╦ćBOMĄ─┤ŅĮ©▀^│╠ųąŻ¼ę▓¾w¼Fį┌PLM&ERPā╔┤¾ŽĄĮyĄ─╝»│╔▀^│╠ųąŻ¼═©▀^╝»│╔─▄▒ŻūCöĄō■į┤Ņ^Ą─£╩┤_ąįŻ¼Å─Č°╝ė┐ņśIäš║═žöäšę╗¾w╗»Ą─▀M│╠ĪŻ3Ż®PLM&ERPŽĄĮy╝»│╔é„▀f▀^│╠æ¬ū±╩žŽ╚╬’┴Ž║¾BOMĄ─įŁätĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║╣ż│╠ÖCąĄąąśIPLM&ERP╝»│╔Ž┬Ą─BOM蹊┐
▒Š╬─ŠWųĘŻ║http://www.vmgcyvh.cn/html/solutions/14019313389.html