į┌Į╚┌╬ŻÖCŅl░l║═Ų¾śIąĶę¬▓╗öÓ╔²╝ēōQ┤·Ą─▒│Š░Ž┬Ż¼╚╦▓┼Ą─ĖéĀÄĖ³×ķ╝ż┴ęŻ¼ī”╚╦▓┼Ą─ę¬Ū¾Ė³Ė▀Ż¼ų„ę¬▒Ē¼Fį┌Ż║ŽŻ═¹ą┬šąŲĖĄ─╚╦åT─▄ē“ų▒Įė╔ŽŹÅŻ¼▓╗ąĶę¬▀^ČÓĄ─┼Óė¢Ż¼═¼Ģr─▄ē“ęįę╗«ö╩«Ż¼╩ņŽżŲ¾śIĖ„éĆŹÅ╬╗Ą─╣żū„Ż¼×ķŲ¾śIĦüĒĖ³Ė▀Ą─╣żū„ą¦┬╩║═ą¦ęµĪŻ┤╦═ŌŻ¼ī”╚╦åTĄ─╦ž┘|ę¬Ū¾ę▓Ė³Ė▀Ż¼ąĶę¬ėą▌^ÅŖĄ─łFĻĀęŌūR║═ģfš{║Žū„─▄┴”ĪŻ×ķ┤╦Ż¼Ė„éĆ┬ÜśIį║ąŻķ_š╣┴╦ČÓĘN“╣żīWĮY║Ž” “ąŻŲ¾║Žū„”Ą─╚╦▓┼┼ÓB─Ż╩ĮŻ¼┤¾┴”═Ųąą“╣żū„▀^│╠×ķī¦Ž“”Ą─šn│╠Į╠īW─Ż╩Įęį╝░“ų„¾wČÓį¬╗»”Ą─īŹė¢╗∙ĄžĮ©įO─Ż╩ĮĪŻ
ęį╬ęć°ūįų„čą░lĄ─CAXA PLM×ķ╗∙ĄAŻ¼Į©┴óŲčą░lĪóįOėŗĪó╣ż╦ćĪó╔·«a×ķę╗¾wĄ─öĄūų╗»ģf═¼įOėŗųŲįņĮ╠īWŲĮ┼_Ż¼īŹ¼F┴╦╗∙ė┌╣żū„▀^│╠Ą─ŹÅ╬╗ĮŪ╔½─ŻöMĮ╠īWė¢ŠÜ─Ż╩ĮŻ¼└¹ė├īŹ╩®Ą─CAXA ŠWĮjDNCŽĄĮyŻ¼ĮY║Žę╗¾w╗»▄ø╝■─ŻöMŲ¾śIšµīŹĄ─ģf═¼įOėŗųŲįņ▀^│╠Ż¼ęį╝░ą┼Žó╝»│╔║═öĄ┐ž▄ćķg╝»│╔╗»Ą─┐žųŲ┼c╣▄└ĒĘĮ╩ĮŻ¼ī”¼FėąĄ─öĄ┐žįOéõĪóĮ╠īWīŹė¢▀^│╠Ą╚īŹ¼FĮyę╗ģfš{╣▄└ĒŻ¼ą╬│╔▄øė▓ĮY║ŽĪó╠ōīŹĮY║ŽĄ─╚½ĘĮ╬╗öĄūų╗»Į╠īWŁhŠ│ĪŻ
1 ╗∙ė┌CAXA PLMĄ─öĄūų╗»ģf═¼įOėŗųŲįņĮ╠īWŲĮ┼_Ą─Į©įO
╗∙ė┌CAXA PLMĄ─öĄūų╗»ģf═¼įOėŗųŲįņĮ╠īWŲĮ┼_Į©įOų„ę¬░³└©ā╔ĘĮ├µŻ║ę╗╩ŪŠWĮj┼cė▓╝■╝▄śŗĮ©įOŻ¼Č■╩ŪŽĄĮy╝▄śŗĮ©įOĪŻłD1╦∙╩Š╩ŪįōĮ╠īWŲĮ┼_Ą─ŠWĮj┼cė▓╝■╝▄śŗŻ¼ęįąŻł@ų„Ė╔ŠWĮj×ķĄū▓┐═©ą┼īėŻ¼īó╝╝ągųąą─(ų„ę¬░³└©ėåå╬║═╚╬äšĮė╝{Īó«aŲĘįņą═┼cĮYśŗįOėŗĪó╣ż╦ćęÄäØĪóöĄ┐žŠÄ│╠┼cĘ┬šµĄ╚╣”─▄▓┐Ęų1║═īŹė¢ųąą─(ų„ę¬░³└©öĄ┐žŃŖ┤▓ĪóöĄ┐ž▄ć┤▓Īó╝ė╣żųąą─Ą╚öĄ┐ž╔·«aįOéõ)▀BĮėŲüĒŻ¼×ķīŹ¼Fę╗¾w╗»ŲĮ┼_Į©┴ó┴╦ė▓╝■╗∙ĄAĪŻį┌īŹė¢ųąą─(╝┤öĄ┐ž▄ćķg1¼Fł÷░▓čbė|├■Ų┴Ż¼═©▀^įōė|├■Ų┴┐╔ęį▓ķ┐┤┤µė┌▀\│╠Ę■äšŲ„ųąĄ─«aŲĘ╝╝ąg┘Y┴Ž║═łD╝łŻ¼ęį╝░ŠÄ▌ŗ║═š{ė├öĄ┐žNC┤·┤aŻ¼▓ó─▄▒O┐žöĄ┐žįOéõĄ─╝ė╣żĪŻöĄ┐žįOéõ╔Ž░▓čbėą▒O£yāx║═▒O┐žözŽ±Ņ^Ż¼┐╔ęįīŹĢr▒O£yÖC┤▓Ą─▀\ąąĀŅørŻ¼▓ó═©▀^░▓čbį┌╝╝ągųąą─Ą─▒O┐ž’@╩Š¤╔Ų┴Ż¼╩╣╝╝ągųąą─Ą─╚╦åT─▄ļSĢršŲ╬šīŹė¢ųąą─║═öĄ┐žįOéõĄ─ŪķørŻ¼═¼Ģr┐╔ęį▀Mąą╝ė╣ż▓┘ū„Ą─▀h│╠Į╠īWĪŻ
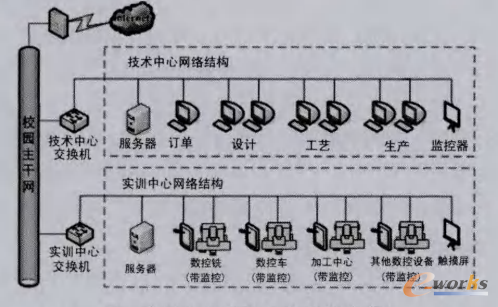
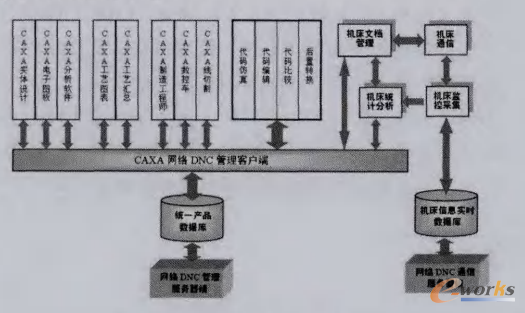
łD1 Į╠īWŲĮ┼_Ą─ŠWĮj┼cė▓╝■╝▄śŗ
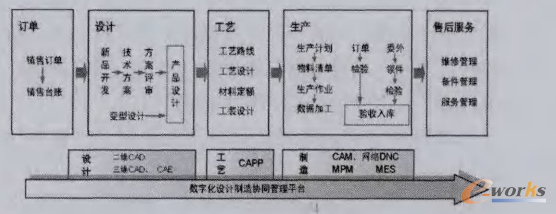
öĄūų╗»Į╠īWŲĮ┼_Ą─ŽĄĮy╝▄śŗ╚ńłD2╦∙╩ŠŻ¼ŽĄĮyŲĮ┼_ęįCAXAŠWĮjDNC╣▄└Ē─ŻēK×ķ╗∙ĄAŻ¼╝»│╔┴╦CAXAīŹ¾wįOėŗĪóCAXAļŖūėłD░ÕĪóCAXAĘų╬÷▄ø╝■Ą╚Č■ŠS║═╚²ŠSįOėŗ╣żŠ▀Ż╗CAXA╣ż╦ćłD▒ĒĪóCAXA╣ż╦ćģR┐éĄ╚╣ż╦ć▄ø╝■Ż║CAXAųŲįņ╣ż│╠ĤĪóCAXAöĄ┐ž▄ćĪóCAXAŠĆŪąĖŅĄ╚ūįäėŠÄ│╠╣żŠ▀Ż╗ģf═¼╣▄└Ē─ŻēKŻ¼śŗĮ©│╔įOėŗĪó╣ż╦ćĪó╔·«aę╗¾w╗»Ą─öĄūų╗»ŲĮ┼_ĪŻįōŲĮ┼_▓╔ė├ś╦£╩Īóķ_Ę┼Ą─¾wŽĄ╝▄śŗŻ¼┐╔ęį╝µ╚▌┤¾┴┐ć°═ŌĄ─CAD/CAM▄ø╝■Ż¼╚ńUGŻ¼Pro/eŻ¼AutoCADĄ╚Ż¼īŹ¼F┴╦ČÓĘĮöĄō■║═ą┼ŽóŽĄĮyĄ─═žš╣Ż¼┐╔ęį▀MąąöĄō■ūāĖ³╠Ä└ĒŻ¼┤¾┤¾╠ßĖ▀┴╦ŽĄĮyŲĮ┼_Ą─╚ßąį╗»Ż¼śO┤¾ĄžĘĮ▒Ń┴╦Ų¾śI║═į║ąŻĄ─┐ŲčąĮ╠īW╣żū„ĪŻ
łD2 Į╠īWŲĮ┼_Ą─ŽĄĮy╝▄śŗ
2 ╗∙ė┌öĄūų╗»Į╠īWŲĮ┼_Ą─╣żū„ŹÅ╬╗ĮŪ╔½ė¢ŠÜ
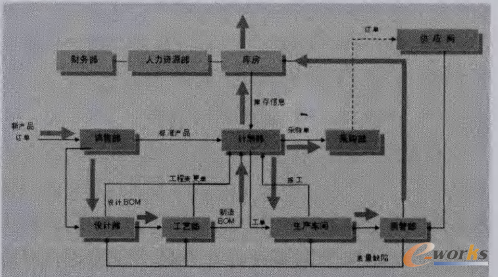
╗∙ė┌CAXA PLMĄ─öĄūų╗»Į╠īWŲĮ┼_Ė▓╔w┴╦Įė╩▄ėåå╬ĪóĖ┼─ŅįOėŗĪó╝╝ągįOėŗĪó╣ż╦ćįOėŗĄĮ╔·«aųŲįņ╣▄└Ē║═╩█║¾Ę■䚥─Ė„éĆŁh╣ØŻ¼ž×┤®┴╦«aŲĘĄ─š¹éĆ╔·├³ų▄Ų┌Ż©╚ńłD3╦∙╩ŠŻ®Ż¼ę“┤╦└¹ė├įōŲĮ┼_┐╔ęį╣╠╗»Ąõą═ųŲįņŲ¾śIĄ─śIäš▀\ąą─Ż╩ĮŻ¼─ŻöMŲ¾śIšµīŹĄ─«aŲĘģf═¼ķ_░l┴„│╠ĪŻīW╔·┐╔ęįū„×ķę╗├¹“åT╣ż”▀M╚ļ▀@éĆ“Ų¾śI”Ą─Ė„éĆŹÅ╬╗Ż¼═©▀^šµīŹĄ─╣żū„üĒė¢ŠÜ┬ÜśI─▄┴”Ż¼į┌īŹļHŹÅ╬╗Ą─ĮŪ╔½īŹ█`ųąÕæ¤Æ│╔ķLŻ¼═¼Ģrę▓╠ß╣®┴╦ę╗ĘNšµīŹČ°┐ņśĘĄ─Ęšć·Ż¼ėą└¹ė┌┼ÓBĖ▀ś╦£╩Ą─╝╝─▄ą═╚╦▓┼║═äōą┬ą═╚╦▓┼ĪŻ
łD3 Ąõą═ųŲįņśIĄ─Ė„╔·«aŁh╣Ø┼cŲĮ┼_ų¦│ų
3 ŹÅ╬╗ĮŪ╔½ė¢ŠÜīŹ└²
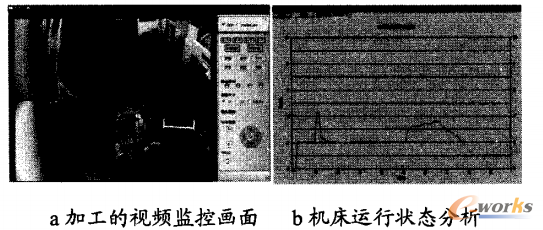
ęį─│£uą²╩Į┐šÜŌē║┐sÖCĄ─äėņo▒PįOėŗ┼cųŲįņ×ķ└²Ż¼ū„×ķŲ¾śIĄ─šµīŹĒŚ─┐Ż¼įō«aŲĘĄ─š¹éĆ╔·«a┴„│╠╚ńłD4╦∙╩ŠŻ¼ų„ę¬╔µ╝░Ą─▓┐ķT║═╣żū„ŹÅ╬╗░³└©įOėŗ▓┐Īó╣ż╦ć▓┐Īó╔·«a▄ćķgĪó┘|╣▄▓┐ĪóõN╩█▓┐ĪóėŗäØ▓┐║═▓╔┘Å▓┐Ą╚Ż¼łDųą┤ųŠĆ╝²Ņ^┤·▒Ē┴╦«aŲĘ╔·«aĄ─ų„ę¬▀^│╠ĪŻ
łD4 «aŲĘ╔·«a┴„│╠łD
äėņo▒P╩Ū£uą²╩Į┐šÜŌē║┐sÖCųąĄ─2éĆų„ę¬┴Ń╝■Ż¼ę└┐┐äė▒P║═ņo▒P╔ŽĄ─łAØuķ_ŠĆą═²XŽÓ╗źć¦║ŽŻ¼ą╬│╔Š▀ėąŽÓ╬╗▓ŅĄ─ČÓĮMį┬č└ą╬ē║┐s┐šŪ╗Ż¼Å─Č°į┌1éĆų▄Ų┌ā╚═Ļ│╔╬³ÜŌĪóē║┐s║═┼┼ÜŌĄ─╣żū„▀^│╠ĪŻäėņo▒Pį┌įOėŗ┼cųŲįņųąĄ─ĻPµI╩Ūš²┤_═Ļ│╔łAØuķ_ŠĆą═²XĄ─Į©─Ż║═öĄ┐ž╝ė╣żŻ¼▒ŻūC²Xą╬Ą─╬╗ų├║═ą╬ĀŅŠ½Č╚Ż¼äė▒PąĶū„äėŲĮ║Ō£yįćĪŻ
š¹éĆĒŚ─┐Ą─ļyČ╚į┌ė┌«aŲĘĮYśŗ╣ż╦ćįOėŗ┼cŠÄ│╠╝ė╣żŻ¼ė╚Ųõ╩Ūī”ė┌Å─ø]ėąĮėė|▀^įō┴Ń╝■Ą─īW╔·Č°čįŻ¼╦¹éāį┌įOėŗĪó╣ż╦ćęÄäØ║═öĄ┐ž╝ė╣żųąČ╝ė÷ĄĮ┴╦║▄ČÓå¢Ņ}ĪŻĮĶų·CAXA PLMĄ─öĄūų╗»ģf═¼įOėŗųŲįņĮ╠īWŲĮ┼_Ż¼ęįĒŚ─┐łFĻĀ║Žū„Ą─ĘĮ╩ĮŻ¼ėąą¦┐ņ╦┘ĄžĮŌøQ┴╦ųTČÓå¢Ņ}Ż¼╠ßŪ░Ēś└¹═Ļ│╔┴╦ĒŚ─┐ĪŻĒŚ─┐īŹ╩®▀^│╠Ą─ę¬³c╚ńŽ┬Ż║
(1)ęįłFĻĀĘĮ╩ĮĮė╩š║══Ļ│╔ĒŚ─┐Ż¼łFĻĀųąėą1├¹žōž¤╚╦Ż¼žōž¤Įė╩š╚╬äšĪóĮ©┴óĒŚ─┐ėŗäØĪóū÷╚╬äšĘųĮŌĪó▀Mąą╚╦åTĘų┼õĪóū÷╣żū„▒OČĮ┼c«aŲĘĮ╗ĖČĄ╚ĪŻĮė╩šĒŚ─┐║¾Ż¼īóį┌ŽĄĮyŲĮ┼_Įyę╗«aŲĘöĄō■ÄņĄ─ĒŚ─┐śõ╔ŽĮ©┴óą┬Ą─ĒŚ─┐╣سcŻ¼ĒŚ─┐╣سcā╚▌ö╚ļĒŚ─┐├¹ĘQĪóĒŚ─┐├Ķ╩÷ĪóĒŚ─┐žōž¤╚╦ĪóĒŚ─┐╚╦åTĪó╚╬äšĘų┼õĄ╚ą┼ŽóĪŻ
Ż©2Ż®ĒŚ─┐žōž¤╚╦═©▀^ĒŚ─┐╣▄└Ē─ŻēKųŲČ©“ū„śIėŗäØ”Ż¼▓ó═©▀^ą┼ĘŌĄ─ĘĮ╩ĮīóėŗäØŽ┬░lĮoĖ„ŽÓĻP▓┐ķT(ĒŚ─┐│╔åT)ĪŻĖ„ĒŚ─┐│╔åTĮė╩šĄĮ╚╬äš║¾Ż¼Ė∙ō■ąĶę¬▀Mąą«aŲĘĄ─įOėŗĪó╣żčbĪó─ŻŠ▀Īó╣ż╦ćįOėŗ╝░öĄ┐žŠÄ│╠ĪŻųĄĄ├šf├„Ą─╩ŪŻ¼Ė„Łh╣Øį┌▓┘ū„▀^│╠ųą┐╔ęį═©▀^ŠWĮjDNCŽĄĮy▀Mąą▓óąąģf═¼įOėŗŻ¼į╩įSĘĮ░ĖĖ³Ė─Ż¼╠ßĖ▀┴╦╣żū„ą¦┬╩Ż¼į÷╝ė┴╦«aŲĘįOėŗĄ─ģfš{ąįĪŻ
(3)įōöĄūų╗»Į╠īWŲĮ┼_Š▀ėą“Įyę╗«aŲĘöĄō■ļŖūėé}Äņ”Ż¼į┌įō“ļŖūėé}Äņ”ųąŻ¼░┤«aŲĘŅÉą═ĘųŅÉĘ┼ų├┴╦Š▀ėąĄõą═ĮYśŗĄ─«aŲĘ(┴Ń▓┐╝■)ęį╝░ęįŪ░ū÷▀^Ą─«aŲĘĪŻ╦∙┤µĘ┼«aŲĘ┴Ń▓┐╝■Ą─öĄō■░³║¼“įOėŗłD╝ł” “╣ż╦ć╬─Ön” “3D╬─Ön”Ą╚Ż¼ ęįĘĮ▒ŃįOėŗš▀ģóššęčėąĄ─įOėŗĮø“×▀MąąĖ─┴╝╗“ūā═©įOėŗĪŻį┌▒Š└²ųąŻ¼įOėŗåT┐╔ęįš{ė├“ļŖūėé}Äņ”ųąĄ─ŅÉ╦Ų«aŲĘŻ¼╚ń“£u▌åē║┐sÖC”Ą─įOėŗłD╝ł║═╣ż╦ć╬─Ön▀Mąą«aŲĘČ■ŠS║═╚²ŠSĮYśŗįOėŗŻ¼ ęį╝░▀Mąą╣ż╦ć╣żčbįOėŗ║═öĄ┐ž╝ė╣żŠÄ│╠ĪŻ
(4)į┌£╩éõöĄ┐ž╝ė╣żļAČ╬Ż¼╩ūŽ╚ąĶę¬▀xō±▀m║ŽĄ─╝ė╣żįOéõŻ¼▀@└’▓╗āHųĖ╝ė╣żįOéõĄ─ŅÉą═Ż¼Č°Ūę▀Ćę¬Ė∙ō■įOéõĄ─ąĶŪ¾öĄ┴┐Īó╩╣ė├ĀŅæB(į┌ė├╗“▓╗į┌ė├)ĪóÖC┤▓ģóöĄĪó▀\ąąĀŅørf┴╝║├╗“▓╗┴╝║├Ą╚)▀MąąŠC║Žįuār║¾▀xČ©ĪŻÖC┤▓╦∙ėąĄ─öĄō■═©▀^ŽĄĮyŲĮ┼_Ą─“ÖC┤▓▒O┐ž▓╔╝»ŽĄĮy”Ą├ĄĮą┼╠¢Ż¼▓óĘ┤üĮo“ÖC┤▓ĮyėŗĘų╬÷”─ŻēK▀MąąĘų╬÷Ż¼Ą├│÷ŠC║ŽįuāröĄō■Ż¼ė╔ė├æ¶Ė∙ō■įuāröĄō■▀xō±ÖC┤▓(ŽĄĮy┐╔ęįĮo│÷═Ų╦]ÖC┤▓)ĪŻ
(5)į┌öĄ┐ž╔·«aļAČ╬Ż¼ÖC┤▓▓┘ū„åTį┌Įė╩šĄĮ╚╬äš║¾Ż¼ę╗ĘĮ├µ┐╔ęįį┌▄ćķgā╚═©▀^ŠWĮjDNCŽĄĮy▓ķįāąĶ╝ė╣ż┴Ń╝■Ą─łD╝łĪó╝╝ągę¬Ū¾Ą╚Ż¼ę╗ĘĮ├µ┐╔ęį░┤ššę¬Ū¾ī”ĄČ║¾ų▒Įėš{ė├▀h│╠═©ą┼ŽĄĮyé„▌ö▀^üĒĄ─NC┤·┤a▀Mąą╝ė╣żĪŻš¹éĆ╝ė╣ż▀^│╠═©▀^ÖC┤▓▒O┐ž▓╔╝»ŽĄĮy▀Mąąą┼╠¢īŹĢr▓╔╝»ĪóĘų╬÷║═▒O£yŻ¼┼cęĢŅl▒O┐žą┼╠¢ę╗═¼é„▌öĄĮ▒O┐ž╩ę║═╝╝ągųąą─Ż¼▀MąąīŹĢrĖ·█Ö║═▒O┐žĪŻłD5╦∙╩Š╩ŪęĢŅl▒O┐ž«ŗ├µ║═ÖC┤▓▒O┐ž▓╔╝»ŽĄĮy▓╔╝»ą┼╠¢║¾Ęų╬÷Ą├│÷Ą─ÖC┤▓▀\ąąĀŅæBĘų╬÷łDĪŻ
łD5 ÖC┤▓Ą─╝ė╣żą┼╠¢▓╔╝»Ęų╬÷┼cęĢŅl▒O┐ž
(6)ŽĄĮyŲĮ┼_īŹ╩®ĮŪ╔½╣▄└ĒĘĮ╩ĮŻ¼▓╗═¼Ą─ė├æ¶ĮŪ╔½Š▀ėą▓╗═¼Ą─╩╣ė├ÖÓŽ▐ĪŻį┌▀@éĆĒŚ─┐īŹ╩®▀^│╠ųąŻ¼Į╠Ĥū„×ķūŅĖ▀Ą─“ł÷═Ō”▒OČĮ╚╦åTŻ¼Š▀ėąūŅĖ▀Ą─╩╣ė├║═īÅ┼·ÖÓŽ▐ĪŻĒŚ─┐īŹ╩®ųą«a╔·Ą─Ė„ĘNöĄō■Č╝┐╔ęį═©▀^ŠWĮjDNCŽĄĮyé„▌öĮoĮ╠ĤŻ¼Į╠Ĥ┐╔ęį▀h│╠▓ķ┐┤╦∙ėąöĄō■║═īÅ┼·╦∙ėąŁh╣ØŻ¼╚ń╣¹šJ×ķ──ę╗éĆŁh╣Øėąå¢Ņ}Ż¼Ģ■įņ│╔▌^┤¾Ą─Õeš`Ż¼┐╔ęį«ö╝┤░l│÷ųąöÓųĖ┴ŅŻ¼╠ß│÷║Ž└ĒĮ©ūhŻ¼ę¬Ū¾īW╔·ųžą┬╦╝┐╝║══Ļ│╔ĪŻ▀@śė▒ŻūC┴╦ĒŚ─┐īŹ╩®Ą─š²┤_ąįĪó░▓╚½ąį┼c┐╔ąąąįĪŻ
4 ĮY╩°šZ
═©▀^╗∙ė┌CAXA PLMĄ─öĄūų╗»ģf═¼įOėŗųŲįņĮ╠īWŲĮ┼_Ż¼īŹ¼F┴╦3éĆ▐DūāŻ║
(1)Å─ęįŪ░Ą─šn╠├╗»ė¢ŠÜĀŅæB▐Dūā×ķšµīŹ╣żū„▀^│╠Ą─ŹÅ╬╗īŹļHė¢ŠÜŻ╗
(2)Å──│ĘNå╬ę╗╝╝─▄Ą─┼Óė¢▐Dūā×ķīė┤╬Ė³╔ŅĪóĘČć·Ė³īÆĪó╦ž┘|─▄┴”ę¬Ū¾Ė³ÅŖĄ─╝╝ągė¢ŠÜŻ╗
(3)Å─ę╗ĘNīW╔·╩ĮĄ─Į╠īWĘĮ╩Į▐Dūā×ķī”“Ų¾śIåT╣ż”Ą─ė¢ŠÜĘĮ╩ĮĪŻ▀mæ¬┴╦«öŪ░“ąŻŲ¾║Žū„”┼ÓB╚╦▓┼Ą─ąĶŪ¾Ż¼īŹ¼F┴╦ĒŚ─┐īŹ╩®Ž┬Ą─“ąŻŲ¾║Žę╗”šµš²ą╬│╔┴╦Ė▀╝╝─▄ą═Ą─╚╦▓┼┼ÓB─Ż╩ĮĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌CAXA PLMĄ─öĄūų╗»Į╠īWŲĮ┼_Į©įO┼cīŹ█`Į╠īWæ¬ė├
▒Š╬─ŠWųĘŻ║http://www.vmgcyvh.cn/html/solutions/14019323915.html