—▌vŲ¹▄ćė╔╔Ž╚féĆ(g©©)┴Ń▓┐╝■ĮM│╔Ż¼ĮM┐Ś╔·«a(ch©Żn)ąĶę¬╔Ž░┘╝ęų▒Įė╣®æ¬(y©®ng)╔╠║═ÄūŪ¦ĘN═Ōģf(xi©”)┴Ń╝■(╗“┐é│╔)Ż¼Ųõ╬’┴„ŽĄĮy(t©»ng)╩«ĘųÅ═(f©┤)ļsĪŻļSų°Ų¹▄ćõN╩█Ž“ėåå╬╩Į╔·«a(ch©Żn)▐D(zhu©Żn)ūāŻ¼Ų¹▄ć╣½╦ŠĄ─╬’┴„ŽĄĮy(t©»ng)║═╔·«a(ch©Żn)ŽĄĮy(t©»ng)ąĶꬊ▀ėąĖ³Ė▀Ą─ÅŚąįĪŻŠ½ęµ╦╝ŠS┼cŠ½ęµ╔·«a(ch©Żn)ŽĄĮy(t©»ng)Ųį┤ė┌20╩└╝o(j©¼)50─Ļ┤·Ą─žS╠’Ų¹▄ć╣½╦ŠŻ¼į┌80─Ļ┤·ųąŲ┌▒╗ÜW├└Ų¾śI(y©©)╝Ŗ╝Ŗ▓╔ė├ĪŻMEsŻ¼╝┤ųŲįņł╠(zh©¬)ąąŽĄĮy(t©»ng)Ż¼╩Ū├└ć°(gu©«)ųŲįņ蹊┐║═╔·«a(ch©Żn)╣▄└ĒĮńė┌20╩└╝o(j©¼)90─Ļ┤·╠ß│÷Ą─ĻP(gu©Īn)ė┌╔·«a(ch©Żn)ĮM┐Ś║═╣▄└ĒĄ─ą┬Ė┼─ŅĪŻĮĶų·MESĄ╚ŽĄĮy(t©»ng)Ą─īŹ(sh©¬)╩®╩ŪīŹ(sh©¬)¼F(xi©żn)Š½ęµ╔·«a(ch©Żn)ŽĄĮy(t©»ng)┼cŠ½ęµ┴Ń▓┐╝■╬’┴„╣▄└ĒĄ─ėąą¦ĘĮ╩ĮĪŻ
ę╗Īó╬’┴ŽĘųŅÉ╣®æ¬(y©®ng)▓▀┬į
į┌Ų¹▄ćųŲįņŲ¾śI(y©©)Ż¼ę¬Ū¾═©▀^īŹ(sh©¬)¼F(xi©żn)ÅS═Ō║═ÅSā╚(n©©i)╬’┴Ž╣®æ¬(y©®ng)┼c┼õ╦═ÖC(j©®)ųŲŻ¼┤_▒Żį┌š²┤_Ą─Ģr(sh©¬)ķgĪó░┤š²┤_Ą─Ēśą“Īóš²┤_Ą─▀\(y©┤n)╦═ĘĮ╩ĮŻ¼īóš²┤_öĄ(sh©┤)┴┐Ą─┴Ń▓┐╝■╦═ĄĮš²┤_Ą─╣ż╬╗Ż¼Ž¹│²╗“ĮĄĄ══Ż╣żĄ╚┤²╬’┴ŽĄ─¼F(xi©żn)Ž¾Ż¼╠ßĖ▀Ę┤æ¬(y©®ng)╦┘Č╚ĪŻ
ÅS═Ō╬’┴ŽąĶŪ¾═©▀^MESŽĄĮy(t©»ng)Ą─╬’┴Ž└Łäė(d©░ng)ŽĄĮy(t©»ng)ī”(du©¼)═Ō░l(f©Ī)▓╝Ż¼Ėµų¬Ė„éĆ(g©©)┴Ń▓┐╝■╣®æ¬(y©®ng)╔╠Ż¼░┤ššėŗ(j©¼)äØ╚šŲ┌£╩(zh©│n)Ģr(sh©¬)╣®žøĪŻ«ö(d©Īng)╣®æ¬(y©®ng)╔╠žø╬’╦═ĄĮ╔·«a(ch©Żn)¼F(xi©żn)ł÷(ch©Żng)ų«║¾Ż¼═©ų¬╔·«a(ch©Żn)å╬╬╗═©▀^Æ▀├Ķ┼õ╦═ŪÕå╬╔ŽĄ─Śl┤aą┼Žó▀M(j©¼n)ąą╬’┴ŽÖz£y(c©©)Ż¼═©▀^║═PDMŽĄĮy(t©»ng)╝»│╔Ż¼īŹ(sh©¬)¼F(xi©żn)ī”(du©¼)┴Ń▓┐╝■łD╝ł╝░│▀┤ń▓ķ┐┤╣”─▄Ż¼ė├ė┌│§▓Į“×(y©żn)ūC╬’┴Žą┼ŽóĪŻßśī”(du©¼)▓┐Ęų╬’┴Žéõžøų▄Ų┌▌^ķL(zh©Żng)Ą─╬’┴Ž┐╔═©▀^╔·«a(ch©Żn)ųŲįņł╠(zh©¬)ąąŽĄĮy(t©»ng)(MES)ųąĄ─WMSé}(c©Īng)ā”(ch©│)╣▄└ĒŽĄĮy(t©»ng)Ż¼īŹ(sh©¬)¼F(xi©żn)ī”(du©¼)įōŅÉ╬’┴ŽĄ─░▓╚½Äņ(k©┤)┤µ╣▄└ĒŻ¼ęį╝░╬’┴Ž╩šžøĪóĮ╗“×(y©żn)Īó╬’┴Ž╚ļÄņ(k©┤)╔Ž╝▄Īó╬’┴ŽŽ┬╝▄│÷Äņ(k©┤)Īó▒P┤µŻ¼▓ó┐╔ę└šš╣®æ¬(y©®ng)µ£░l(f©Ī)▓╝ą“┴ąĮM┐Śé}(c©Īng)ā”(ch©│)ųąą─╬’┴ŽĄ─═¼▓Į┼õ╦═ĪŻ
ÅSā╚(n©©i)╬’┴ŽąĶŪ¾ŪÕå╬┐╔Ė∙ō■(j©┤)╬’┴ŽĄ─ąį┘|(zh©¼)Īó┤¾ąĪī”(du©¼)╬’┴Ž▀M(j©¼n)ąąĘųŅÉŻ¼▓ó═©▀^╔·«a(ch©Żn)ųŲįņł╠(zh©¬)ąąŽĄĮy(t©»ng)(MEs)įO(sh©©)ų├ŽÓæ¬(y©®ng)Ą─┐┤░Õ┼õ╦═ė|░l(f©Ī)ÖC(j©®)ųŲĪóėŗ(j©¼)äØ┼õ╦═ĪóANDON┼õ╦═Īóą“┴ą┼õ╦═ĪóSPS┼õ╦═Ą╚┼õ╦═─Ż╩Į▀M(j©¼n)ąą┼õ╦═ĪŻ
Č■ĪóÅSā╚(n©©i)┴Ń▓┐╝■╬’┴„╣▄└Ē
1ĪóÅSā╚(n©©i)┴Ń▓┐╝■╬’┴„┼õ╦═─Ż╩Į
═©▀^MESŽĄĮy(t©»ng)ŠÄ┼┼Ą─╔·«a(ch©Żn)╣Ø(ji©”)┼─ėŗ(j©¼)äØŻ¼į┌▄ćą═Ą─╔ŽŠĆåóäė(d©░ng)Ģr(sh©¬)ķg┤_Č©║¾Ż¼Įy(t©»ng)ėŗ(j©¼)│÷┴Ń▓┐╝■Ą─ąĶŪ¾┴┐Ż¼Å─Č°╔·│╔ŽÓæ¬(y©®ng)Ą─╬’┴ŽąĶŪ¾ėŗ(j©¼)äØŻ¼┴Ń▓┐╝■╣®æ¬(y©®ng)▓┐ķTĖ∙ō■(j©┤)╬’┴ŽąĶŪ¾ėŗ(j©¼)äØ▒ĒųąĄ─╬’┴Ž├¹ĘQęį╝░Č©Ņ~öĄ(sh©┤)┴┐░┤Ģr(sh©¬)ķg³c(di©Żn)ę¬Ū¾ĮM┐Ś╬’┴ŽĄ─┼õ╦═ĪŻßśī”(du©¼)╔·«a(ch©Żn)ŠĆ╬’┴Ž┼õ╦═Ż¼┐╔Ė∙ō■(j©┤)╬’┴ŽŅÉą═Ą─┼õ╦═─Ż╩Į┤¾ų┬Ęų×ķŻ║ėŗ(j©¼)äØ╝■Īóą“┴ą╝■ĪóSPS(Ė∙ō■(j©┤)čb┼õŠĆĄ─╔·«a(ch©Żn)ąĶę¬│╔╠ū┼┼ą“╣®ĮoĄ─╬’┴Ž╝»║Ž)╝■ĪóANDON(ę╗éĆ(g©©)┐╔ęĢ╗»Ą─╣▄└Ē╣żŠ▀Ż¼═©▀^ą┼╠¢(h©żo)é„▀füĒī”(du©¼)╬’┴Ž▀M(j©¼n)ąą└Łäė(d©░ng)Ż¼▒ŻūC¼F(xi©żn)ł÷(ch©Żng)╬’┴ŽĄ─╝┤Ģr(sh©¬)╣®æ¬(y©®ng))╝■ęį╝░┐┤░Õ╝■ĪŻ
2Īóėŗ(j©¼)äØ╝■╬’┴Ž
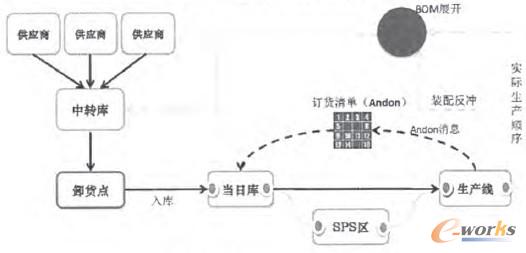
ėŗ(j©¼)äØ╝■╬’┴Žų„ę¬╩Ū═©ė├┴Ń╝■Ż¼ę▓┐╔īóŲõ╦¹┼õ╦═─Ż╩ĮĄ─╬’┴ŽŽ╚░┤ššėŗ(j©¼)äØ╝■─Ż╩ĮŅA(y©┤)Ž╚┼õ╦═ų┴«ö(d©Īng)╚šÄņ(k©┤)ĪŻMESŽĄĮy(t©»ng)Ė∙ō■(j©┤)1-3╚š╔·«a(ch©Żn)ėŗ(j©¼)äØėŗ(j©¼)╦Ń│÷ėŗ(j©¼)äØ╝■Ą─öĄ(sh©┤)┴┐ąĶŪ¾Ż¼▓óŽ“╣®æ¬(y©®ng)╔╠╗“ųą▐D(zhu©Żn)╔╠Ž┬▀_(d©ó)╦═žøą┼ŽóĪŻ╣®æ¬(y©®ng)╔╠╗“ųą▐D(zhu©Żn)╔╠į┌╔·«a(ch©Żn)Ą─«ö(d©Īng)╠ņ(╗“ė╔ė├æ¶įO(sh©©)Č©Č©Ģr(sh©¬)ķg)īó╦∙ėą╬’┴Ž░┤Ģr(sh©¬)Īó░┤┴┐╦═╚╦ų„ÖC(j©®)ÅSĪŻŲõ╦═žøĘĮ╩Į╚ńłD1╦∙╩ŠĪŻ
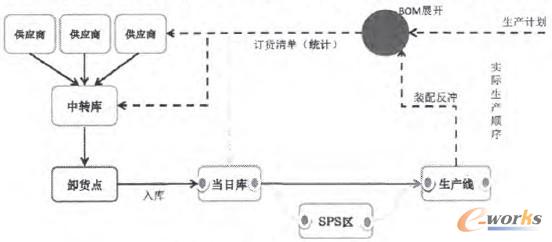
łD1 ėŗ(j©¼)äØ╝■╬’┴„▀^│╠
į┌ėŗ(j©¼)äØ╝■ėåžøŪÕå╬═©▀^ī”(du©¼)═Ōą┼ŽóŲĮ┼_(t©ói)░l(f©Ī)▓╝ą┼Žó║¾Ż¼╣®æ¬(y©®ng)╔╠╗“ųą▐D(zhu©Żn)Äņ(k©┤)░č╬’┴Ž╦═ĄĮų„ÖC(j©®)ÅSīóĢ■(hu©¼)▓╔ė├ęįŽ┬ÄūĘN▓╗═¼Ą─ÅSā╚(n©©i)╬’┴„ĘĮ╩ĮŻ║(1)ų▒Įė╦═ĄĮ╔·«a(ch©Żn)ŠĆŻ╗(2)╦═╚ļ«ö(d©Īng)╚š┤µā”(ch©│)Äņ(k©┤)Ż¼«ö(d©Īng)╔·«a(ch©Żn)ŠĆąĶę¬Ģr(sh©¬)ų▒Įė╦═╚ļ╔·«a(ch©Żn)ŠĆŻ╗(3)Ž╚ąČžøĄĮ«ö(d©Īng)╚šÄņ(k©┤)Ż¼╚╗║¾▓┐Ęų╦═╚ļSPSģ^(q©▒)Ą╚┤²Æ■žøŻ¼ūŅ║¾╦═ĄĮ╔·«a(ch©Żn)ŠĆŻ╗(4)Ž╚ąČžøĄĮ«ö(d©Īng)╚šÄņ(k©┤)Ż¼╚╗║¾▓┐Ęų╦═╚ļŠĆ▀ģ┐┤░Õ╠ÄĪŻ╚¶┐┤░Õģ^(q©▒)ė“╚▒žøätÅ─«ö(d©Īng)╚šÄņ(k©┤)▀\(y©┤n)žøüĒča(b©│)│õĪŻ
3Īóą“┴ą╝■╬’┴Ž
ą“┴ą╝■▓╗═¼ė┌ėŗ(j©¼)äØ╝■Ż¼╦³ąĶę¬░┤ššīŹ(sh©¬)ļH╔·«a(ch©Żn)Ą─ąĶŪ¾Ēśą“▀M(j©¼n)ąą┼õ╦═ĪŻą“┴ą╝■┼õ╦═Ą─ų„ę¬┴„│╠╚ńŽ┬Ż║(1)MESŽĄĮy(t©»ng)į┌┼┼ą“ą┼Žó░l(f©Ī)▓╝³c(di©Żn)Śl┤aÆ▀├Ķ║¾ėøõø«a(ch©Żn)ŲĘĻĀ(du©¼)┴ąŻ╗(2)MESŽĄĮy(t©»ng)Ė∙ō■(j©┤)▄ćą═ĻĀ(du©¼)┴ą╔·│╔īŹ(sh©¬)Ģr(sh©¬)ėåžøŪÕå╬Ż¼ŪÕå╬ā╚(n©©i)╚▌░³└©╬’┴ŽĄ─ą═╠¢(h©żo)Īó├¹ĘQĪóąĶŪ¾öĄ(sh©┤)┴┐╝░┼┼┴ąĒśą“ĪóĄĮžøĢr(sh©¬)ķgĪó╦═╚ļĄž³c(di©Żn)Īó╣®æ¬(y©®ng)╔╠Ą╚Ż╗(3)╔·│╔Ą─ą“┴ą╝■ąĶŪ¾ą┼Žóį┌ī”(du©¼)═Ōą┼ŽóŲĮ┼_(t©ói)░l(f©Ī)▓╝Ż¼╣®æ¬(y©®ng)╔╠╗“š▀ųą▐D(zhu©Żn)Äņ(k©┤)╚╦åTĄŪõø▓ó░┤ŲĮ┼_(t©ói)╔Ž░l(f©Ī)▓╝Ą─ą┼Žó▀M(j©¼n)ąą╦═žøŻ╗(4)ī”(du©¼)ąĶę¬ā╚(n©©i)▓┐┼┼ą“Ą─╬’┴ŽŻ¼╔·│╔ā╚(n©©i)┼┼ą“ŪÕå╬Ż¼ė╔«ö(d©Īng)╚šÄņ(k©┤)╣żū„╚╦åT░┤ššŪÕå╬▀M(j©¼n)ąąā╚(n©©i)┼┼ą“╦═žøų┴ŠĆ▀ģĪŻą“┴ą╝■┼õ╦═Ą─ų„ę¬┴„│╠╚ńłD2╦∙╩ŠĪŻ
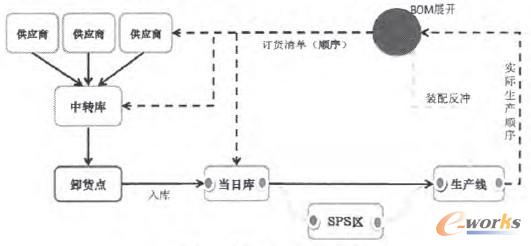
łD2 ą“┴ą╝■╬’┴„▀^│╠
4ĪóSPS┼_(t©ói)╠ū╝■╬’┴Ž
SPS(Set Parts Supply)╩ŪĖ∙ō■(j©┤)čb┼õŠĆĄ─╔·«a(ch©Żn)ąĶę¬│╔╠ū┼┼ą“╣®ĮoĄ─╬’┴Ž╝»║ŽĪŻ═©│ŻSPS╝■▓╔ė├Ą─īŻė├╬’┴„ų▄▐D(zhu©Żn)╚▌Ų„ĘQ×ķSPSąĪ▄ćŻ¼├┐—▌vSPSąĪ▄ć╔ŽČ╝╩Ū─│Č╬╔·«a(ch©Żn)ŠĆå╬┼_(t©ói)╠ū╔·«a(ch©Żn)╦∙ąĶę¬╠žČ©╬’┴ŽĪŻė╔ė┌SPSę“┼RĮ³╔·«a(ch©Żn)ŠĆŻ¼SPSÆ■žøģ^(q©▒)Ą─╬’┴„ū„śI(y©©)╚╦åT░┤šš╔·«a(ch©Żn)ųĖ╩Š(įōųĖ╩ŠĖ∙ō■(j©┤)╔ŽŠĆĒśą“╔·│╔▓ó░┤Ž┬ŠĆīŹ(sh©¬)┐ā(j©®)┐žųŲ▀M(j©¼n)Č╚)į┌žø╝▄╔ŽÆ■╚Īę╗╠ū┴Ń▓┐╝■Ę┼ė┌SPSąĪ▄ćųąŻ¼▓óė├┼_(t©ói)▄ć╦═ĄĮŠĆé╚(c©©)Ż¼īŹ(sh©¬)¼F(xi©żn)▓┐ŲĘąĪ┼·┴┐ČÓŅl┤╬Ą─▌ö╦═Ż¼čŁŁh(hu©ón)┴„▐D(zhu©Żn)ĪŻčb┼õŠĆ▀ģĄ─SPS╝■┼õ╦═Ą─ų„ę¬┴„│╠×ķŻ║(1)MESŽĄĮy(t©»ng)į┌┼┼ą“ą┼Žó╩šžø³c(di©Żn)Æ▀┤a║¾ėøõø▄ćą═ĻĀ(du©¼)┴ąŻ╗(2)MEsŽĄĮy(t©»ng)Ė∙ō■(j©┤)MBoM║═SPS┼õų├ą┼Žó╔·│╔SPS╝■ė├┴Žś╦(bi©Īo)║×(SPSąĪ▄ćę╗▄ćę╗å╬)║═SPSąĪ┴Ž║ą┼·┤╬Æ■žøŪÕå╬Ż¼▓óė╔SPSÆ■žøģ^(q©▒)┤“ėĪÖC(j©®)Ęųäeūįäė(d©░ng)┤“ėĪŻ╗(3)Æ■žøåT░▓čbSPSÆ■žøś╦(bi©Īo)║×Ēśą“▀M(j©¼n)ąąÆ■žøŻ╗(4)SPSļxķ_Æ■žøģ^(q©▒)Ģr(sh©¬)Æ▀┤a(Śl┤aį┌SPS╝■ė├┴Žś╦(bi©Īo)║×╔Ž)│÷Äņ(k©┤)ĪŻ
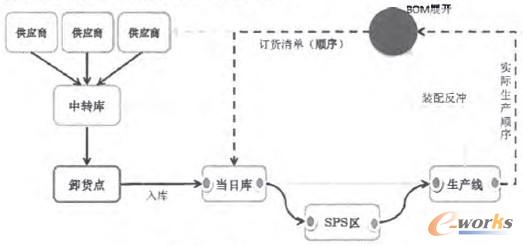
łD3 SPS┼_(t©ói)╠ū╝■╬’┴„▀^│╠
SPSąĪ▄ćųąĄ─╬’┴Žė╔╚¶Ė╔ąĪ┴Ž║ą║═╚¶Ė╔ų▒ĮėĘ┼į┌ąĪ▄ćųąĄ─┤¾ą═╬’┴ŽĮM│╔ĪŻSPSÆ■žøĢr(sh©¬)Ż¼MESŽĄĮy(t©»ng)×ķSPSąĪ▄ćųąĄ─├┐éĆ(g©©)ąĪ┴Ž║ąŲõ╔·│╔ę╗éĆ(g©©)čbžøŪÕå╬▓óŠÄ╠¢(h©żo)Ż¼╣żū„╚╦åT┐╔ęį░┤ššŠÄ╠¢(h©żo)║═ŪÕå╬Ž“ąĪ┴Ž║ą└’Æ■žøĪŻų▒ĮėĘ┼╚ļŽõūėā╚(n©©i)Ą─┴Ń╝■┐┤│╔—éĆ(g©©)š¹¾wū÷┴Ē═ŌŠÄ╠¢(h©żo)ĪŻ═¼Ģr(sh©¬)ė╔MESŽĄĮy(t©»ng)╔·«a(ch©Żn)—éĆ(g©©)ąĪ▄ć?y©ón)Łžø┐éŪÕå?ā╚(n©©i)╚▌×ķ┼õ╦═┼·┤╬╝░ŲõŚl┤aĪóų▒ĮėĘ┼╚ļąĪ▄ćĄ─╬’┴ŽŪÕå╬Īó╦═▀_(d©ó)ģ^(q©▒)Č╬Ż»╣ż╬╗)ĪŻ▀@ĘN╝Ü(x©¼)ĘųĄĮ├┐ę╗éĆ(g©©)ąĪ┴Ž║ąĄ─ŪÕå╬─▄╩╣ą┬╩ųį┌ø]╚╦ųĖī¦(d©Żo)Ą─ŪķørŽ┬┐ņ╦┘¤oš`ĄžÆ■žøĪŻ├┐éĆ(g©©)ąĪ┴Ž║ąė╔ė┌ėą╚╦žō(f©┤)ž¤(z©”)Ż¼┐╔īŹ(sh©¬)¼F(xi©żn)īŻśI(y©©)╗»Ęų╣żŻ¼╠ßĖ▀▓┘ū„ą¦┬╩ĪŻ
5Īó┐┤░Õ╝■╬’┴Ž
┐┤░ÕŠ═╩Ū▒Ē╩Š─│╣żą“║╬Ģr(sh©¬)ąĶę¬║╬öĄ(sh©┤)┴┐Ą──│ĘN╬’┴ŽĄ─┐©Ų¼Ż¼ėųĘQ×ķé„Ų▒┐©ĪŻßśī”(du©¼)ąĶę¬░┤šš┐┤░Õ▀M(j©¼n)ąą┼õ╦═Ą─╬’┴Žė╔ŠĆ▀ģč▓┴ŽåTĖ∙ō■(j©┤)┐┤░Õ╬’┴ŽĄ─ūŅĄ═▒Żėą┴┐Ż¼Ė∙ō■(j©┤)ąĶę¬ė|░l(f©Ī)Ż¼ė|░l(f©Ī)║¾ŽĄĮy(t©»ng)ūįäė(d©░ng)┤“ėĪ╬’┴Ž┐┤░Õ┐©Ż¼╦═┴ŽåTĖ∙ō■(j©┤)╬’┴Ž┐┤░Õ▀M(j©¼n)ąą┼õ╦═ĪŻ┐┤░Õ╝■╣żū„ų„ę¬┴„│╠×ķŻ║(1)č▓ŠĆåT├┐Ė¶ę╗Č©Ģr(sh©¬)ķg▀M(j©¼n)ąąč▓ŠĆŻ¼Ė∙ō■(j©┤)┐┤░Õ╝■ūŅĄ═▒Żėą┴┐ė|░l(f©Ī)ąĶ┼õ╦═Ą─┐┤░Õ╬’┴ŽŻ╗(2)Æ▀┤aą┼Žóé„╚╦MESą┼ŽóŽĄĮy(t©»ng)Ż¼ŽĄĮy(t©»ng)ėøõø╚▒žøą┼Žó║═┐┤░Õ╠¢(h©żo)Ż¼▓óųĖī¦(d©Żo)┤“ėĪ╚▒žøå╬Ą─┤“ėĪÖC(j©®)┤“ėĪ│÷ę╗┤╬ąį╚▒žøŪÕå╬Ż╗(3)īó╚▒žøŪÕå╬Į╗Įo╦═┴ŽåTŻ¼╦═┴ŽåT░┤å╬ō■(j©┤)ča(b©│)┴ŽĪŻ
6ĪóANDON╝■╬’┴Ž
═©▀^įO(sh©©)ėŗ(j©¼)ę╗╠ū¤oŠĆ╬’┴ŽAndon(░▓¤¶)ŽĄĮy(t©»ng)Ż¼ĮŌøQĻP(gu©Īn)µI╝■┼õ╦═å¢Ņ}ĪŻė╔╔·«a(ch©Żn)ŠĆ▓┘ū„╚╦åTĖ∙ō■(j©┤)ŠĆ▀ģ╬’┴ŽĄ─ūŅĄ═▒Żėą┴┐Ż¼░┤ąĶė|░l(f©Ī)Ż¼ė|░l(f©Ī)║¾ŽĄĮy(t©»ng)į┌░▓¤¶ļŖūėŲ┴─╗╔Ž’@╩Š┤²╦═╬’┴ŽĪŻ╦═┴ŽåTĖ∙ō■(j©┤)ļŖūėŲ┴─╗’@╩Š▀M(j©¼n)ąą┼õ╦═Ż¼╦═ĄĮ╣ż╬╗║¾īó░▓¤¶Å═(f©┤)╬╗Ż╗░▓¤¶ė|░l(f©Ī)║¾ŽĄĮy(t©»ng)Ģ■(hu©¼)ė├ķWĀqĘĮ╩Į░l(f©Ī)│÷Š»ĖµĪŻ╝■╬’┴Žų„ę¬┴„│╠×ķŻ║(1)čb┼õåT╣ż░l(f©Ī)¼F(xi©żn)ŠĆ▀ģ╬’┴Ž▓╗ūŃ(╔┘ė┌ūŅĄ═▒Żėą┴┐)Ż¼░┤Ž┬Andon░┤ŌoŻ¼¤¶Žõ╠žČ©╠¢(h©żo)┤a³c(di©Żn)┴┴Ż¼╠ßąč╦═žøŻ╗(2)«ö(d©Īng)╚šÄņ(k©┤)╬’┴ŽåT┐┤ĄĮAndon║¾Ż¼░┤šš╣╠Č©┼·┴┐ča(b©│)žøŻ╗(3)╬’┴Ž╦═ĄĮ║¾Ż¼╬’┴ŽåTīóAndonÅ═(f©┤)╬╗Ż¼ę╗Č╬Ģr(sh©¬)ķg▓╗Å═(f©┤)╬╗Ż¼ŽĄĮy(t©»ng)ė├┬Ģ╣Ō╠ß╩ŠĪŻ
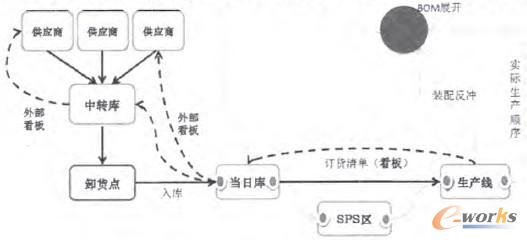
łD4 ┐┤░Õ╝■╬’┴„▀^│╠
łD5 Andon╝■╬’┴„▀^│╠
╚²Īó╣®æ¬(y©®ng)╔╠╬’┴„╣▄└ĒĄ─īŹ(sh©¬)╩®
╬’┴Ž╣▄└Ēų„ę¬╩Ūī”(du©¼)Ų¹▄ć╔·«a(ch©Żn)╦∙ąĶĄ─┴Ń▓┐╝■╬’┴Ž▀M(j©¼n)ąą╣▄└ĒŻ¼ė╔ė┌ERPŽĄĮy(t©»ng)žō(f©┤)ž¤(z©”)ŽĄĮy(t©»ng)╬’┴ŽĄ─▓╔┘Å(g©░u)╝░│÷╚ļÄņ(k©┤)╣▄└ĒŻ¼ĻP(gu©Īn)ė┌╔·«a(ch©Żn)ŠĆ┬Ę¼F(xi©żn)ł÷(ch©Żng)Ą─╬’┴Žät┴ą╚ļMES╣▄└ĒĪŻ╬’┴Ž╣▄└Ē▀^│╠Ą─╬’┴Ž┼õ╦═śI(y©©)äš(w©┤)┴„│╠×ķŻ║MES┐╔ī”(du©¼)┐┤░ÕĪó└Ł┴ŽĪó═Č┴ŽĪó«ö(d©Īng)╚šÄņ(k©┤)┼õ╦═╬’┴ŽĄ─š{(di©żo)Č╚Ūķør▀M(j©¼n)ąą╝Ü(x©¼)ų┬Ą─Ė·█Ö║═ĖµŠ»Ż╗ę└ō■(j©┤)į┌ŠĆ╔·│╔Ą─īŹ(sh©¬)┐ā(j©®)Ż¼┤_Č©į┌ŠĆ╬’┴ŽĄ─╩╣ė├Ģr(sh©¬)ķgŻ¼ę└ō■(j©┤)╠ßŪ░Ų┌┤_Č©┐┤░Õ╦═ĄĮĪó═Č┴Ž║═ā╚(n©©i)░l(f©Ī)Ģr(sh©¬)ķgŻ¼į┘ę└┤╬┤_Č©╔Žė╬Ė„Łh(hu©ón)╣Ø(ji©”)Ą─Ģr(sh©¬)ķgę¬Ū¾Ż╗═©▀^š¹éĆ(g©©)╬’┴Žš{(di©żo)Č╚Łh(hu©ón)╣Ø(ji©”)Ą─īŹ(sh©¬)┐ā(j©®)▓╔╝»Ż¼─▄ē“▒MįńĄž░l(f©Ī)¼F(xi©żn)š{(di©żo)Č╚«É│ŻĄ─╬’┴ŽŻ¼╝░įń▓╔╚Ī▒žę¬Ą─┤ļ╩®æ¬(y©®ng)ī”(du©¼)Ż╗═©▀^└Ł┴ŽĄ─ųą▐D(zhu©Żn)Äņ(k©┤)Ż»«ö(d©Īng)╚šÄņ(k©┤)ŅA(y©┤)╝sŻ¼─▄ē“?q©▒)”ųą▐D(zhu©Żn)Äņ(k©┤)Ą─╣®┴Ž«É│Ż▀M(j©¼n)ąąŅA(y©┤)Š»ĪŻ
1Īó╬’┴ŽąĶŪ¾░l(f©Ī)▓╝
Ų¹▄ć╬’┴ŽąĶŪ¾ėŗ(j©¼)äØ═©│Ż╠ßŪ░1-3╠ņŻ¼Ė∙ō■(j©┤)┐éčb╔·«a(ch©Żn)ėŗ(j©¼)äØĮY(ji©”)║Ž╬’┴ŽBOM▀M(j©¼n)ąąš╣ķ_Ż¼īó═¼ŅÉ╬’┴Ž▀M(j©¼n)ąąģR┐éŻ¼═©▀^Internetūįäė(d©░ng)░l(f©Ī)▓╝Įo╣®æ¬(y©®ng)╔╠╗“ųą▐D(zhu©Żn)Äņ(k©┤)Ż¼▓ó╠ß╣®ę¬Ū¾╦═▀_(d©ó)Ģr(sh©¬)ķgĪó╬’┴ŽŚl┤aś╦(bi©Īo)ūR(sh©¬)Īó╦═▀_(d©ó)žø╬╗ģ^(q©▒)Ą╚ĻP(gu©Īn)µIą┼ŽóĪŻ
2Īó╬’┴Ž“×(y©żn)╩š
╣®æ¬(y©®ng)╔╠Ė∙ō■(j©┤)╬’┴ŽąĶŪ¾ėŗ(j©¼)äØ▀M(j©¼n)ąą┼õ╦═Ż¼MEs└¹ė├╬’┴ŽŚl┤aīŹ(sh©¬)¼F(xi©żn)┐ņĮ▌ĘĮ╩ĮĄ─╬’┴Ž╩šžøŻ¼“×(y©żn)╩š▀^│╠īóėøõø╣®æ¬(y©®ng)╔╠Īó╣®žø┼·┤╬ĪóöĄ(sh©┤)┴┐Ą╚ĻP(gu©Īn)µIą┼ŽóŻ¼═¼Ģr(sh©¬)ī”(du©¼)ĻP(gu©Īn)µI╬’┴Ž▀M(j©¼n)ąąŚl┤aś╦(bi©Īo)║ץ─š│┘NŻ¼īŹ(sh©¬)¼F(xi©żn)╬’┴ŽĄ─┐╔ūĘ╦▌╣▄└ĒĪŻ
3ĪóŠo╝▒꬞ø
į┌╔·«a(ch©Żn)▀^│╠╝░Öz“×(y©żn)▀^│╠ųąŻ¼ßśī”(du©¼)╚▒┴Ž¼F(xi©żn)Ž¾╗“┘|(zh©¼)┴┐įŁę“Ż¼╠ß╣®Šo╝▒꬞ø╣▄└ĒŻ¼į┌░l(f©Ī)▓╝Šo╝▒꬞øą┼Žó║¾Ż¼īó═©▀^╬’┴Ž░l(f©Ī)▓╝ŲĮ┼_(t©ói)╣½▓╝įōŠo╝▒꬞øą┼ŽóŻ¼╣®žø╔╠Č©Ģr(sh©¬)▓ķ┐┤║¾ĮM┐Ś░l(f©Ī)žøĪŻć°(gu©«)ā╚(n©©i)╬õØh╔±²łŲ¹▄ć╣½╦Šę¬Ū¾╣®æ¬(y©®ng)╔╠į┌╔±²ł╣½╦ŠĖĮĮ³įO(sh©©)ų├ųąķgÄņ(k©┤)Ż¼üĒØMūŃŠo╝▒╣®žøŻ¼═©▀^▀@ĘNĘĮ╩Į╩╣ŲĮŠ∙Äņ(k©┤)┤µ╦«ŲĮ═¼▒╚Ž┬ĮĄ85ŻźŻ¼£p╔┘é}(c©Īng)ā”(ch©│)├µĘe60ŻźŻ¼£p╔┘╚▌Ų„š╝ė├70ŻźĪŻ
4Īó╣®æ¬(y©®ng)╔╠ų▒╦═ŠĆ▀ģÄņ(k©┤)┤µ
Ų¹▄ćų„ÖC(j©®)ÅSęį┐┤░Õū„×ķųĖ┴ŅŻ¼╣®æ¬(y©®ng)╔╠░┤šš┐┤░Õę¬Ū¾(«a(ch©Żn)ŲĘąĶꬥ─öĄ(sh©┤)┴┐Ż¼Ģr(sh©¬)ķg║═┼┼«a(ch©Żn)Ēśą“Ą╚)īó═Ōģf(xi©”)╝■ų▒Įė▀\(y©┤n)ĄĮ╔·«a(ch©Żn)ŠĆ▀ģŻ¼Č°▓╗▀M(j©¼n)╚ļų„ÖC(j©®)ÅSĄ─ā╚(n©©i)Äņ(k©┤)ĪŻ▀@ĘNĘĮ╩Įī”(du©¼)╣®æ¬(y©®ng)╔╠╠ß│÷┴╦║▄Ė▀Ą─ę¬Ū¾Ż║Ųõ«a(ch©Żn)ŲĘ▒žĒÜ▀_(d©ó)ĄĮ┘|(zh©¼)┴┐├ŌÖzĄ─╦«ŲĮŻ¼Č°Ūę╣®æ¬(y©®ng)╔╠▒žĒÜ─▄ē“?q©▒)Ź╩®ąĪ┼·┴┐ČÓŅl┤╬╣®žøĪŻ
ī”(du©¼)ė┌ī”(du©¼)ŠĆ▀ģÄņ(k©┤)┤µŻ¼ė╔ė┌į┌čb┼õĢr(sh©¬)┤¾▓┐Ęų╬’┴Ž¤oĘ©ėøõøŻ¼ę“┤╦┐╔▓╔ė├Ę┤ø_Ą─ĘĮĘ©▀M(j©¼n)ąąĪŻĘ┤ø_┐╔ęįį┌═Ļ╣żł¾(b©żo)┴ŽĢr(sh©¬)Ż¼Įy(t©»ng)ę╗ėŗ(j©¼)╦ŃŻ╗ę▓┐╔ęįĖ∙ō■(j©┤)╔·«a(ch©Żn)╣Ø(ji©”)┼─║═BoMųąČ©┴xĄ─╣ż╦ćŠĆ┬ĘŻ¼īŹ(sh©¬)Ģr(sh©¬)ėŗ(j©¼)╦Ń│÷ŠĆ▀ģ╬’┴ŽĄ─Ž¹║─ĪŻ
┴Ē═ŌŻ¼Ė∙ō■(j©┤)Å─«ö(d©Īng)╚šÄņ(k©┤)Ą─│÷Äņ(k©┤)╚ļÄņ(k©┤)Ūķør║═Ę┤ø_ėŗ(j©¼)╦ŃĄ─ĮY(ji©”)╣¹Ż¼╚ń│÷ŠĆ▀ģÄņ(k©┤)Ą─Ž¹║─ĪóŅI(l©½ng)ė├Īół¾(b©żo)ÅU║══╦žøŻ¼┐╔ęį░┤┼·┤╬╗“ŠÄ╠¢(h©żo)ī”(du©¼)┴Ń▓┐╝■▀M(j©¼n)ąąūĘ╦▌Ż¼─▄£╩(zh©│n)┤_ų¬Ą└╬’┴Ž░▓čb╣ż╬╗Īó░▓čbĢr(sh©¬)ķgĪó╬’┴Ž┼·┤╬╠¢(h©żo)╗“ŠÄ╠¢(h©żo)Īó╣®æ¬(y©®ng)╔╠Ą╚ŪķørŻ╗ę▓┐╔ęįĘ┤ĘĮŽ“ūĘ╦▌Ż¼Ė∙ō■(j©┤)æę╝▄ūR(sh©¬)äe┤aūĘ╦▌╦∙ėą┴Ń▓┐╝■Ą─╣ż╬╗Īó░▓čbĢr(sh©¬)ķgĪó╬’┴Ž┼·┤╬╠¢(h©żo)╗“ŠÄ╠¢(h©żo)Īó╣®æ¬(y©®ng)╔╠ŪķørĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.vmgcyvh.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║Ų¹▄ćųŲįņŲ¾śI(y©©)┴Ń▓┐╝■Š½ęµ╬’┴„īŹ(sh©¬)╩®┼c┐žųŲ
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.vmgcyvh.cn/html/solutions/1401939031.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")