0 ę²čį
¼Fį┌╚²ŠSCAD/CAPP╝╝ągįĮüĒįĮ░lš╣Ż¼įSČÓŲ¾śIš²į┌īŹ¼F╚²ŠS╝╝ągĄ─Ųš╝░┼cæ¬ė├▓óž×┤®«aŲĘĄ─įOėŗĪóĘų╬÷ĪóųŲįņĪóčb┼õĪó╩█║¾╝░ŠSą▐Ą─╚½╔·├³ų▄Ų┌ĪŻčb┼õ╩Ū«aŲĘ╔·«aųąĄ─ųžę¬ę╗▓ĮŻ¼Ą½¼Fį┌ī”╚²ŠSčb┼õCAPPĄ─蹊┐▀Ć╩Ū╠Äį┌ę╗éĆŲ▓ĮļAČ╬ĪŻčb┼õCAPPį┌Ų¾śIųą┤µį┌Ą─ų„ę¬å¢Ņ}ėąŻ║1Ż®┤¾ČÓ╗∙▒Š▀Ć╩Ū▓╔ė├é„ĮyĄ─╔·«aĘĮĘ©Ż¼ų╗ųžęĢčb┼õ╣ż╦ćŻ¼ī”čb┼õĒśą“ø]ėąęÄäØŻ¼╚▌ęūįņ│╔┴Ń╝■Ą─Äņ┤µĘeē║Ż¼ė░Ēæ«aŲĘĄ─╔·«aų▄Ų┌Ż╗2Ż®ę└┐┐é„ĮyĄ─╣ż╦ćįOėŗ║═ūį╝║Ą─Įø“ׯ¼ø]ėąęÄĘČĄ─╣ż╦ć┬ĘŠĆ║═╣ż╦ćęÄ│╠Ż¼įņ│╔╣ż╦ćĄ─ļSęŌąįŻ¼ī”╔·«a▓╗└¹Ż╗3Ż®ī”ė┌ŽÓ╦Ų┴Ń╝■Ą─╣ż╦ćęÄ│╠Ż¼ė╔ė┌╚▒╔┘╣ż╦ćĄ─ŠÄųŲ╗“š▀║▄ļyšęĄĮęįŪ░Ą─╣ż╦ć╬─╝■Ż¼įņ│╔ųžÅ═Ą─įOėŗŻ¼└╦┘M┴╦ĢrķgŻ¼╚▒╔┘äōą┬Ą─ĢrķgĪŻßśī”┤µį┌Ą─å¢Ņ}Ż¼▒Š╬─蹊┐┴╦╗∙ė┌╚²ŠSģóöĄ╗»─Żą═Ą─čb┼õCAPPŽĄĮyŻ¼╠ß╣®ę╗éĆ┐╔ęĢ╗»Ą─čb┼õŁhŠ│Ż¼īŹ¼FöĄūų╗»ŅAčb┼õĄ─╣ż╦ćęÄäØŻ¼ā×╗»čb┼õĘĮ░ĖŻ¼╠ßĖ▀čb┼õą¦┬╩Ż¼┐sČ╠«aŲĘĮ╗ĖČŲ┌ĪŻ
1 ŽĄĮyĄ─╠ž³c┼c╣”─▄
▒ŠŽĄĮy╩ŪĒśæ¬┴╦CAPP╚²ŠS╗»Ą─░lš╣ĘĮŽ“┼c┌ģä▌Ż¼▓óŪęīŹ¼F┴╦┼c╚²ŠSCADĄ─¤o┐p╝»│╔Ż¼¤oąĶÅ─═Ō▓┐ųžą┬ī¦╚ļ─Żą═Ż¼ų▒Įė└¹ė├▄ø╝■Ą─API║»öĄį┌╚²ŠS▄ø╝■solid edgeĄ─╗∙ĄA╔ŽīŹ¼FģóöĄ╗»“īäėŻ¼▓óŪę═©▀^┐╔ęĢ╗»Ą─┤░┐┌▓┘ū„Įń├µ▀Mąą╚²ŠSčb┼õ╣ż╦ćĄ─įOėŗŻ¼▒ŻūC╣ż╦ćøQ▓▀Ą─ĘĮ▒Ńąį┼c┐╔┐┐ąįĪŻ
▒ŠŽĄĮy▀\ė├ģóöĄ╗»╝╝ągĄ─įOėŗĘĮĘ©Į©┴óą┬«aŲĘĄ─╚²ŠS─Żą═Ż¼╚╗║¾▀Mąąčb┼õĄ─╣ż╦ćęÄäØŻ¼īŹ¼FęįŽ┬╣”─▄Ż║1Ż®ęįVB▄ø╝■ĪóAccessöĄō■Äņęį╝░Solid Edge╚²ŠS▄ø╝■×ķų¦ō╬Ż¼Ė∙ō■«aŲĘĄ─įOėŗęÄät╝░ŽÓæ¬Ą─╝s╩°Śl╝■Ż¼═©▀^ģóöĄ╗»▌ö╚ļĮń├µŻ¼┤_Č©│▀┤ńģóöĄŻ¼ūįäė“īäė═Ļ│╔╔·│╔ą┬«aŲĘ┴Ń╝■─Żą═Ż╗2Ż®▓╔ė├┼╔╔·╩Įčb┼õ╣ż╦ćįOėŗĘĮ░ĖĮŌøQŽÓ╦ŲĄ─čb┼õ╣ż╦ćįOėŗ▀^│╠Ż¼╚╗║¾▀\ė├│╔╩ņĄ─╚╦╣żųŪ─▄ĘĮ╩ĮįLå¢öĄō■Äņ╝░ų¬ūRÄņŻ¼ęį╚╦ÖCĮ╗╗źĄ─ĘĮ╩Įī”įOėŗ│÷Ą─čb┼õ╣ż╦ćā╚╚▌▀Mąą╠Ē╝ėĪóŠÄ▌ŗĪóš{š¹Ēśą“Īó▒Ż┤µĄ╚▓┘ū„Ż╗3Ż®░┤ššįOėŗ│÷Ą─čb┼õ╣ż╦ćĒśą“ūįäė▀Mąą╚²ŠS─Żą═Ą─čb┼õĘ┬šµ▀^│╠▓óą╬│╔äė«ŗ─Ż╩ĮŻ¼īŹ¼F░┤╣żą“║═╣ż▓ĮĄ─┐žųŲ▓źĘ┼╣”─▄Ż╗4Ż®░┤šš┴Ń▓┐╝■Ą─ī┘ąį├¹ĘQ┼õų├čb┼õ╣żą“Ą─├¹ĘQĪóā╚╚▌Ą╚ą┼ŽóŻ¼▓óūįäė╔·│╔├„╝Ü▒ĒĪó╣ż╦ć┐©Ą╚čb┼õ╣ż╦ć╬─ÖnĪŻ
2 ŽĄĮyŲĮ┼_┐é¾w┐“╝▄╝░Ųõų„ę¬─ŻēK
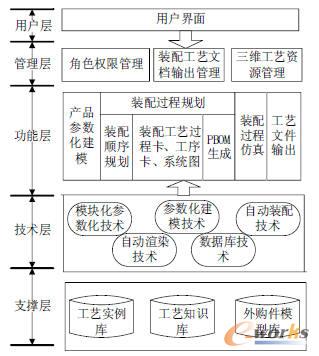
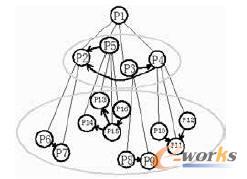
ŽĄĮyŲĮ┼_Ęų×ķė├æ¶īėĪó╣▄└ĒīėĪó╣”─▄īėĪó╝╝ągīėĪóų¦ō╬īė╬ÕīėĮYśŗą╬╩ĮĪŻŠ▀¾w╚ńłD1╦∙╩ŠĪŻ╗∙▒Š┴„│╠╩Ū╩ūŽ╚╩Ū═©▀^ģóöĄ╗»įOėŗ│÷čb┼õą┬─Żą═Ż¼╚╗║¾į┌čb┼õ─Żą═╗∙ĄA╔Ž▀Mąąčb┼õ╣ż╦ćęÄäØŻ¼īŹ¼Fūįäė╗»čb┼õŻ¼ūŅ║¾▌ö│÷čb┼õõøŽ±┼c╣ż╦ć╬─╝■ĪŻ
1)ĮŪ╔½ÖÓŽ▐╣▄└Ē─ŻēK
▒ŠŽĄĮyŲĮ┼_Ą─ĮŪ╔½ÖÓŽ▐╣▄└Ē─ŻēKŻ¼▓╔ė├┴╦ŅÉ╦ŲRBACŻ©Role-Based Access Control ╗∙ė┌ĮŪ╔½Ą─įLå¢┐žųŲŻ®─Żą═ĮYśŗŻ¼▀@ĘN─Żą═Ą─╗∙▒ŠĖ┼─Ņ╩Ū░čÖÓŽ▐┼cĮŪ╔½┬ōŽĄį┌ę╗ŲŻ¼ė├æ¶═©▀^│õ«ö║Ž▀mĮŪ╔½Ą─│╔åTČ°½@Ą├įōĮŪ╔½Ą─įS┐╔ÖÓĪŻį┌ĄŪõø▒Ščb┼õCAPPŽĄĮyĢrŻ¼ąĶ▌ö╚ļė├æ¶├¹║═├▄┤aŻ¼šJūCŲõ╩ŪʱŠ▀ėą╩╣ė├▒ŠŽĄĮyĄ─ÖÓŽ▐Ż¼╗“š▀Š▀ėą╩╣ė├▒ŠŽĄĮy──ą®╣”─▄Ą─ÖÓŽ▐ĪŻĮŪ╔½ų„ę¬Ęų×ķ╣▄└ĒåTŻ¼ų„╚╬įOėŗĤĪóų„╚╬╣ż╦ćĤŻ¼įOėŗåTĪó╣ż╦ćåTĪŻ▓╗═¼ĮŪ╔½Ą─ė├涊▀ėą▓╗═¼Ą─▓┘ū„ÖÓŽ▐ĪŻ
łD1 ŽĄĮy¾wŽĄĮYśŗłD
2)ģóöĄįOėŗ─ŻēK
įō─ŻēKųąĄ─ģóöĄ╗»įOėŗ▓╔ė├┴╦ūŅ┤¾╗»Į©─ŻĘĮĘ©ĪŻ└ĒŪÕ┴Ń▓┐╝■ģóöĄ╗»ūāą═Ą─╠ž³cŻ¼äØĘų│÷ų„Å─ģóöĄĄ╚╝ēŻ¼═©▀^š{ė├Solid Edge/API║»öĄŠÄųŲ┤·┤a═Ļ│╔─Żą═ģóöĄ╠ßĮ╗║═─Żą═“īäėā╔▓┐ĘųĪŻģóöĄįOų├╩Ūįō─ŻēKĄ─║╦ą─ĪŻģóöĄ╗»įOėŗ╩╣Ą├▒ŠŽĄĮy▓╗āHŠ▀ėąĮ╗╗ź╩Į└LłD╣”─▄Ż¼▀ĆŠ▀ėąūįäė└LłDĄ─╣”─▄ĪŻĖ∙ō■─ŻēK╗»įOėŗ╦╝ŽļŻ¼░č«aŲĘĘųĮŌ│╔Ė„éĆ▓┐╝■Ęųäe“īäėŻ¼╚╗║¾ĮM│╔┐éčbŻ¼├┐ę╗éĆ▓┐╝■ī”æ¬ę╗éĆVB└’Ą─.bas─ŻēK╬─╝■Ż¼╩╣Ą├│╠ą“ĮYśŗŪÕ╬·Ż¼ŠSūoĘĮ▒ŃĪŻ
3)čb┼õ▀^│╠ęÄäØ─ŻēK
įō▓┐Ęų╩Ū▒ŠŽĄĮyĄ─ę╗éĆ║╦ą─▓┐ĘųŻ¼ŲõųąėųŠ▀¾wĘų×ķčb┼õĒśą“ęÄäØĪóčb┼õę¬Ū¾╝╝ągłDĮŌĪóčb┼õBOMŪÕå╬Īóčb┼õ▀^│╠Ę┬šµ╦─▓┐Ęųā╚╚▌ĪŻ
čb┼õą“┴ąęÄäØĘĮĘ©╩Ūīóčb┼õ¾wīė┤╬╗»║¾į┘└¹ė├ĖŅ╝»Ę©Ū¾ĮŌčb┼õą“┴ąĄ─ĘĮĘ©ĪŻ╩ūŽ╚蹊┐┴╦čb┼õĻPŽĄĄ─ėąŽ“łD▒Ē▀_ĘĮĘ©Ż¼╚╗║¾Ė∙ō■čb┼õ¾wĄ──ŻēKäØĘųŻ¼īóčb┼õ¾w▀MąąĘųīė╠Ä└ĒŻ¼Ą├ĄĮŲõĘųīėėąŽ“łDŻ¼ūŅ║¾▀\ė├ėąŽ“łDĖŅ╝»▀Mąąėŗ╦ŃĄ├ĄĮčb┼õą“┴ąĄ─ęÄäØĪŻ
čb┼õę¬Ū¾╝╝ągłDĮŌ╩Ū└¹ė├Solid Edge▄ø╝■PMI(Product&Manufacturing Information)╣”─▄Ż¼░ččb┼õšf├„╣╠Č©ė┌čb┼õ┴Ń╝■╠žČ©Ą─╬╗ų├Ż¼▀MȰĦ╚ļĄĮčb┼õäė«ŗųąŻ¼ėąą¦Ą─Ė─╔Ų┴╦čb┼õ╣ż╚╦Ą─čb┼õ¾w“×ĪŻ
čb┼õBOMŪÕå╬╩ūŽ╚╩ŪīóSolid EdgeĄ─čb┼õBOMą┼Žó▌ö╚ļĄĮAccessöĄō■ÄņŻ¼╚╗║¾īóAccessöĄō■ÄņųąöĄō■īæ╚ļExcelųąŻ¼ū„×ķčb┼õBOMŪÕå╬ĪŻ
čb┼õ▀^│╠Ę┬šµ▓╔ė├Ė∙ō■čb┼õĻPŽĄčb┼õ║═ū°ś╦ŽĄčb┼õā╔ĘNčb┼õŠÄ│╠ĘĮĘ©ĪŻī”ąĶę¬ĮMčbĄ─╦∙ėą┴Ń╝■▀Mąą▒ķÜvŻ¼┤_Č©Š▀ėąčb┼õĻPŽĄī”Ž¾Ż©╚ńŠ▀¾wĄ─├µĪó▌SŠĆĄ╚Ż®Ż¼▓óī”▀@ą®ī”Ž¾╠Ē╝ėī”æ¬Ą─čb┼õĻPŽĄĪŻį┌╚╦ÖCĮ╗╗źŁhŠ│Ž┬Ż¼ė├æ¶ę╗░Ń▓╗ąĶę¬┐╝æ]ū°ś╦ŽĄŻ¼Ė∙ō■┴Ń▓┐╝■Ą─ĻPŽĄŠ═┐╔ęį┤_Č©Ą╚┤²╝ė╚ļĄ─┴Ń▓┐╝■Ą─╬╗ų├Ż¼Č°į┌ŠÄ│╠▀^│╠ųą┤_Č©ą┬┴Ń▓┐╝■ę¬čb╚ļĄ─ū°ś╦╬╗ų├ŽÓī”ė┌ųžą┬Č©┴xą┬┴Ń▓┐╝■┼cęččb┴Ń▓┐╝■ų«ķgĄ─ĻPŽĄĖ³╝ė╚▌ęūĪŻ
4)╣ż╦ć┐©Ų¼╔·│╔─ŻēK
įō─ŻēK░┤ššŽÓ╦ŲąįįŁ└ĒŻ¼ė├ĻPµIį~Öz╦„ŽĄĮyĄ─Ąõą═╣ż╦ć┘Yį┤ÄņŻ¼═©▀^ī”Öz╦„ĄĮĄ─Ąõą═čb┼õ╣ż╦ć▀^│╠┐©Ų¼ĪóŽĄĮyłD▀Mąąą▐Ė─ĪóŠÄ▌ŗŻ¼│╔×ķ╦∙ąĶĄ─Č■ŠSĄ─čb┼õ╣ż╦ć╬─╝■ĪŻ▒ŠŽĄĮyĖ∙ō■JB/T9165.1-9165.4-1998═Ų╦]Ą─▒ĒĖ±╩ĮśėŻ¼ĮY║Ž╚²ŠSčb┼õCAPP▄ø╝■Ą─╠ž³cŻ¼Č©ųŲ┴╦ÄūĘN▒ĒĖ±─Ż░ÕŻ¼▓ó┐╔ęįĖ∙ō■Ė„éĆ╣żÅSĄ─īŹļHŪķørŻ¼ī”╣ż╦ć┐©Ų¼▀MąąŠų▓┐śė╩Įą▐Ė─ĪŻ
3 čb┼õĒśą“ęÄäØįŁ└Ē╝░ĘĮĘ©
×ķ┴╦ĮĄĄ═čb┼õĒśą“ęÄäØĄ─ļyČ╚Ż¼╠ßĖ▀ęÄäØą¦┬╩Ż¼└¹ė├─ŻēK╗»Ą─╦╝ŽļŻ¼▓╔ė├┴╦ę╗ĘN╗∙ė┌ĘųīėėąŽ“łD─Żą═Ą─čb┼õĒśą“ęÄäØĘĮĘ©ĪŻį┌ĘųīėėąŽ“łD─Żą═ųąŻ¼╩ūŽ╚└¹ė├─ŻēK╗»ĘĮĘ©īóÅ═ļsčb┼õ¾wĘųĮŌ│╔ČÓéĆūėčb┼õ¾wŻ¼╚╗║¾ī”├┐ę╗īė▀Mąąčb┼õĒśą“ęÄäØĪŻūŅ║¾└¹ė├ėąŽ“łDų«ķgĄ─īė╝ēĻPŽĄ▀MąąĮM║Žą╬│╔š¹éĆ«aŲĘĄ─čb┼õĒśą“ĪŻ
ś“╩ĮŲųžÖCąĪ▄ć┐╔ęįĘų×ķąĪ▄ć╝▄Īó▀\ąąÖCśŗĪóų„Ų╔²ÖCśŗ║═Ė▒Ų╔²ÖCśŗŻ¼ęįś“╩ĮŲųžÖCąĪ▄ćĄ─ų„Ų╔²ÖCśŗ×ķ└²Ż¼ŲõĘųīėėąŽ“łDĄ─ĮYśŗ╚ńłD2╦∙╩ŠĪŻ
łD2 ų„Ų╔²ÖCśŗĄ─ĘųīėėąŽ“łD
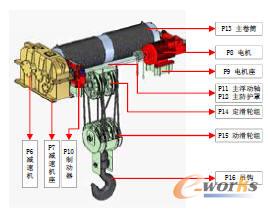
łDųą├┐éĆĮY³c┤·▒Ēę╗éĆčb┼õ¾w╗“š▀╩Ūę╗éĆ┴Ń╝■Ż¼ĮY³cų«ķgĄ─ėąŽ“▀BĮė×ķčb┼õĻPŽĄŻ¼¤oŽ“▀BĮė×ķĖĖūėĻPŽĄĪŻ╦∙ėąęį─│ĮY³c×ķĖĖĮY³cĄ─čb┼õå╬į¬ą╬ę╗éĆą┬Ą─Šų▓┐ĘųīėėąŽ“łDĪŻūŅĒöīėĮY³cP1┤·▒Ēų„Ų╔²ÖCśŗŻ¼ųąķgīėĮY³cP2┤·▒Ē£p╦┘ÖC▓┐ĘųŻ¼░³└©£p╦┘ÖC┼c£p╦┘ÖCū∙Ż¼P3ĮY³c┤·▒ĒļŖÖC▓┐ĘųŻ¼░³└©ļŖÖC┼cļŖÖCū∙Ż¼P4┤·▒Ēé„äė▓┐ĘųŻ¼P5┤·▒ĒŲĄ§▓┐ĘųŻ¼ūŅĄūīėĮY³c╦∙┤·▒ĒĄ─┴Ń▓┐╝■╚ńłD3╦∙╩ŠĪŻ
łD3 ąĪ▄ćų„Ų╔²ÖCśŗĘųīėėąŽ“łDĖ„ĮY³c┤·▒ĒĄ─┴Ń▓┐╝■
ėąŽ“čb┼õ▀BĮėłD┐╔ė╔ėŗ╦ŃÖC└¹ė├CADą┼Žóūįäė╔·│╔Ż¼ęįÓÅĮėŠžĻćĘĮ╩Į▒Ē▀_ĪŻÓÅĮėŠžĻć░³║¼┴╦čb┼õ─Żą═ā╔▓┐Ęųą┼ŽóŻ¼ę╗╩ŪĮY³cĄ─ą┼ŽóŻ¼╝┤čb┼õå╬į¬Ą─öĄō■ĪŻČ■╩ŪĮY³cų«ķgĄ─ĻPŽĄŻ¼╝┤čb┼õå╬į¬ų«ķgĄ─Å─ī┘ĻPŽĄ║═Č©╬╗ĻPŽĄĪŻ
╔Ž╚²ĮŪŠžĻćA[i][j]Ą─äōĮ©ĘĮĘ©╚ń╩ĮŻ║
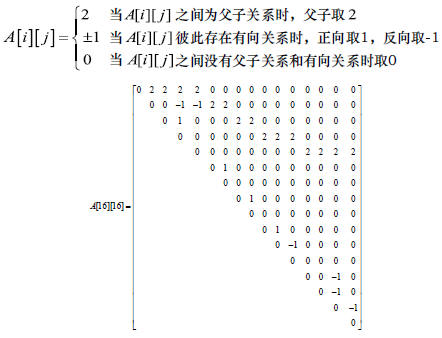
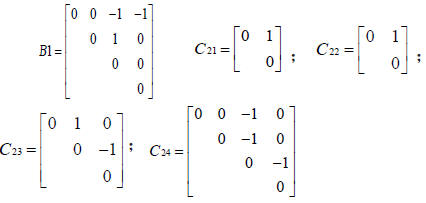
Ė∙ō■ĘųīėėąŽ“łDįŁ└ĒŻ¼▓ĮŌ║¾Ė„īė╝ēėąŽ“łDĄ─ÓÅĮėŠžĻćĄ┌Č■īėŻ¼╚ńB1Ż¼Ą┌╚²īė╚ń╩ĮC21ĪóC22ĪóC23ĪóC24ĪŻ
╚╗║¾Ęųäeī”Ė„éĆīė╝ēĄ─ėąŽ“łD▀Mąąčb┼õĒśą“═Ų└ĒŻ¼ūŅ║¾ė├ėąŽ“łDų«ķgĄ─īė╝ēĻPŽĄ▀Mąą─µą“ĮM║Žą╬│╔š¹éĆ«aŲĘĄ─čb┼õĒśą“ĪŻ
4 ŽĄĮyĄ─īŹ¼F
▒Ščb┼õCAPPŽĄĮy└¹ė├VBĪóAccessöĄō■ÄņĪósolid edge╚²ŠS▄ø╝■═©▀^Č■┤╬ķ_░l═Ļ│╔CAD┼cčb┼õCAPPĄ─╝»│╔ĪŻī”ś“╩ĮŲųžÖCīŹ¼F┴╦“ą┬Į©║Ž═¼ģóöĄįOų├ ─Żą═“īäė čb┼õ▀^│╠ęÄäØ ╣ż╦ć╬─╝■▌ö│÷ ūįäėčb┼õ”Ą─ę╗¾w╗»ĪŻ▓╗═¼╚╦åTĖ∙ō■ĮŪ╔½ÖÓŽ▐▀Mąą▓╗═¼Ą─▓┘ū„ĪŻ
įOėŗåT▀MąąģóöĄįOų├Ż¼▓╗═¼Ą─įOėŗ╚╦åTįOėŗ▓╗═¼Ą─«aŲĘ▓┐╝■Ż¼Ė∙ō■▌ö╚ļĄ─▓╗═¼Ą─ģóöĄ┤_Č©ą┬«aŲĘ╗“ą┬▓┐╝■Ą─│▀┤ń┼c═Ōą╬Ż¼═©▀^─Żą═“īäėĄ├ĄĮą┬«aŲĘ─Żą═ĪŻ
╣ż╦ćåTī”įOėŗ│÷Ą─ą┬«aŲĘ▀Mąąčb┼õ╣żčbęÄäØŻ¼┐╔ęįī”«aŲĘĄ──│▓┐Ęų▀MąąęÄäØŻ¼ę▓┐╔ęįī”š¹ÖC▀MąąęÄäØĪŻį┌čb┼õĒśą“ęÄäØĮń├µ╔ŽŻ¼╚ńłD4╦∙╩ŠŻ¼│╠ą“Ģ■ūįäėūx│÷čb┼õśõĄ─ą┼Žó╝░ūįäėęÄäØ╠Äčb┼õĒśą“Ż¼═¼Ģrį┌Įń├µ╔Ž┐╔ęįŅAė[ĄĮī”čb┼õĒśą“ęÄäØčb┼õ¾wĄ─š¹¾w╚²ŠS─Żą═Ż¼į÷╝ė╚╦ÖC┐╔ęĢ╗»╦«ŲĮŻ¼ė├æ¶▀Ć┐╔ęįĖ∙ō■Š▀¾wŪķørī”čb┼õĒśą“▀Mąąš{š¹ĪŻ

łD4 čb┼õĒśą“ęÄäØ
į┌┤_Č©čb┼õĒśą“║¾┐╔ęį▀Mąą╣ż╦ć╬─╝■╔·│╔Ż¼╚ńłD5╦∙╩ŠŻ¼ī”▀xČ©Ą─čb┼õ╣ż╦ć▀^│╠┐©▀MąąŠÄ▌ŗ╣żą“Ą─▓┘ū„Ż¼Å─Č°╔·│╔Žļꬥ─čb┼õ╣ż╦ć▀^│╠┐©Ų¼ĪŻį┌╦∙ėą╣ż╦ć▀^│╠═Ļ│╔║¾Ż¼š{ė├ExcelĮė┐┌│╠ą“īóčb┼õ╣ż╦ćā╚╚▌▌ö╚ļĄĮExcel▒ĒĖ±ųąŽÓæ¬Ą─╬╗ų├Ż¼▓óīó┤╦Excel▒Ż┤µį┌įOČ©Ą─┬ĘÅĮŽ┬│╔×ķ╔·│╔Ą─čb┼õ╣ż╦ć╬─╝■ĪŻ

łD5 čb┼õ╣ż╦ć╬─╝■
ūŅ║¾Ė∙ō■ęÄäØ│÷Ą─čb┼õĒśą“ę└┤╬š{╚ļąĶę¬čb┼õĄ─┴Ń▓┐╝■Ż¼▓óģóšš┤╦┴Ń╝■öĄō■▒ĒųąĄ─╬╗ų├Ė·ĮŪČ╚ū°ś╦Ę┼ų├ĄĮ╣╠Č©╬╗ų├Ż¼Å─Č°īŹ¼F┴╦čb┼õ▀^│╠Ą─Ę┬šµĪŻ
5 ĮY╩°šZ
ŠC║Ž╚²ŠSģóöĄ╗»╝╝ąg┼cčb┼õCAPP╝╝ągŻ¼└¹ė├VBį┌╚²ŠS▄ø╝■Solid Edge╗∙ĄA╔Žķ_░l┴╦“╗∙ė┌╚²ŠSģóöĄ╗»─Żą═Ą─čb┼õCAPPŽĄĮy”Ż¼▓óĮ©┴ó┴╦ŽĄĮyĄ─¾wŽĄĮYśŗ║═ų„ę¬╣”─▄─ŻēKŻ¼īŹ¼F┴╦čb┼õCAPP┼cCADĄ─╣▓ŽĒ┼c╝»│╔Ż¼īó«aŲĘįOėŗ┼cčb┼õ╣ż╦ćęÄäØėąÖCĄ─ĮY║ŽŻ¼Ž┬ė╬Ą─čb┼õęÄäØ│õĘų└¹ė├╔Žė╬Ą─ģóöĄ╗»─Żą═Ż¼į┌čb┼õ╣ż╦ćĄ─╗∙ĄA╔Žėų╝ė╚ļūįäėčb┼õĘ┬šµ─ŻöMęį╝░╔·«a╣ż╦ć┐©Ų¼Ż¼ą╬│╔ą┼Žó╗»Ą─▀Bž×ąįĪŻ═©▀^æ¬ė├▒Ē├„Ż¼įō│╔╣¹┤¾┤¾╠ßĖ▀┴╦ŲųžÖCĄ─čb┼õą¦┬╩┼c┘|┴┐Ż¼┐sČ╠«aŲĘĮ╗žøŲ┌Ż¼╠ßĖ▀Ų¾śIĄ─╚²ŠS╝╝ągĄ─ą┼Žó╗»╦«ŲĮŻ¼ØMūŃ┴╦Ų¾śI┐ņ╦┘Ēææ¬╩ął÷Ą─ąĶŪ¾ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌Č■ŠSģóöĄ╗»─Żą═Ą─čb┼õCAPPŽĄĮy蹊┐
▒Š╬─ŠWųĘŻ║http://www.vmgcyvh.cn/html/support/11121512807.html