3.2 ─ŻēKšf├„
3.2.1 ▌ö╚ļ─ŻēK
Ž“╣żÖz┐©ŽĄĮy▌ö╚ļĄõą═╝■Ą─ģóöĄŻ¼▓╔╚Īā╔ĘNĘĮ╩ĮŻ¼╚╦╣ż▌ö╚ļ║═ė╔Excel╔·│╔Ą─┴Ń╝■├„╝Ü▒ĒĮ╗╗ź╩Įūįäėūx╚ļėąĻPöĄō■ĪŻ
Į©ūh┴Ń╝■├„╝Ü▒Ē▓╔ė├Excel▒ĒŠÄųŲŻ¼ę╗ät¼Fį┌Ė▀░µ▒ŠĄ─Auto CADųą┐╔ęį▓Õ╚ļExcel▒ĒĖ±ĪŻČ■ätExcel▒ĒĖ³ĘĮ▒Ńėŗ╦Ń║═öĄō■╣▓ŽĒŻ¼▒▄├ŌöĄō■Ą─ųžÅ═▌ö╚ļŻ¼▀Ć└¹ė┌╚ń▓─┴ŽČ©Ņ~ģR┐éĄ╚Ųõ╦³Įyėŗ╣”─▄Ą─ąĶę¬ĪŻ
┐╔ęĢ╗»▌ö╚ļĮń├µ┼e└²╚ńłD2╦∙╩ŠĪŻ
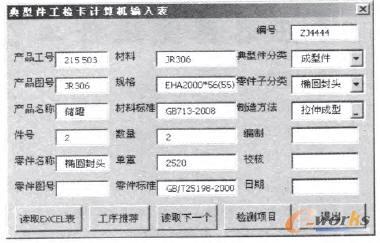
łD2 ┐╔ęĢ╗»▌ö╚ļĮń├µ
öĄō■Äņ╩ŪŽĄĮy▄ø╝■Ą─╗∙ĄAŻ¼▓╗āH┤µā”ų°═Ų└Ē─ŻēK║═Ųõ╦³─ŻēKĄ─öĄō■Ż¼ę▓┤µā”ų°ų¬ūR┼cĮø“ץ─Ęe└█Ż¼Š▀ėą╣▓ŽĒąįĪó═©ė├ąį║═ą▐Ė─öUš╣╣”─▄Ż¼AccessöĄō■Äņ┐╔ęįØMūŃ▀@ą®ę¬Ū¾ĪŻ┤µā”ā╚╚▌ąĶę¬░┤šš│ąē║╚▌Ų„ųŲįņųąĄ─╣ż╦ć└ĒšōĪóŽÓĻPęÄĘČ║═╩žätĄ╚Ż¼▀Mąą┐ŲīWĄ─Ęų╬÷ĪóÜw╝{Īó║Y▀xĪóį÷ähĪóą▐Ė─║═š¹└ĒĪŻ
öĄō■Äņ┤µā”ėąŻ║(1)ųŲįņĖ„ĘNĄõą═╝■Ą─įOéõ─▄┴”ģóöĄŻ╗(2)ųŲįņĄõą═╝■Ą─ęčėą╣żčb─▄┴”Ą─ģóöĄĪóė├═ŠĪóęÄĖ±Ż╗(3)│╔ą═╝■Ą─š╣ķ_ėŗ╦Ń│▀┤ń║═ø_ē║┴”ėŗ╦Ń╝░ėąĻPöĄō■Ż╗(4)Ąõą═╝■Ą─│Żė├╣ż╦ć┬ĘŠĆŻ╗(5)Ė„ĘNĄõą═╝■ėąĻPęÄĘČĪó╩žätĄ╚╦∙ąĶꬥ─ÅŖųŲę¬Ū¾Ż©╚ń│¼▀^ę╗Č©║±Č╚▓─┴ŽĄ─╠Įé¹║═¤ß╠Ä└ĒĄ╚Ż®Ż╗(6)Ė„ĘNĄõą═╝■Ą─ś╦£╩┤·╠¢Īó├¹ĘQĪóģóöĄĪółDą╬Īó│▀┤ń║═╝╝ągę¬Ū¾Ż╗(7)│Żė├├½┼„╦∙ąĶėÓ┴┐╗“ęÄĖ±Ż¼▓─┴Ž┼Ų╠¢Ż¼├¹ĘQŻ¼¤ß╠Ä└ĒĀŅæBŻ╗(8)Ąõą═╝■ąĶė├Ą─║Ė┐pŲ┬┐┌ą╬╩ĮŻ¼│▀┤ń╝░┤·╠¢Ż╗(9)│Żė├╣½▓Ņ║═╬┤ūó│▀┤ń╣½▓ŅŻ╗(10)ųŲįņĖ„ĘNĄõą═╝■Ą─╣żĢrČ©Ņ~║═▓─┴ŽČ©Ņ~Ą─öĄō■ĪŻ
3.2.2 ╣żą“▀^│╠═Ų└ĒŠÄ▌ŗ─ŻēK
ė╔▌ö╚ļ─ŻēKĄ─Ąõą═╝■ģóöĄŻ¼Å─ų¬ūRöĄō■Äņ╦„╚ĪįōŅÉĄõą═╝■║Ž▀mĄ─ųŲįņ╣ż╦ć║═Öz£yĒŚ─┐Ż¼▀xō±║Ž▀mĄ─įOéõ╝░╣żčbŻ¼ūįäėā×╗»ŠÄ┼┼╣ż╦ć┬ĘŠĆĪóÖz£yĘĮĘ©Īóś╦ūó┐žųŲ³cĪó├½┼„ą╬╩Į║═ęÄĖ±│▀┤ńĪŻį┌ęįöĄō■Äņ▒Ēå╬ą╬╩Į’@╩ŠĄ─╣żÖz┐©╔Ž▀Ć┐╔╚╦╣żĮ╗╗ź╩ĮŠÄ▌ŗą▐Ė─╣żÖz┐©Ą─ā╚╚▌║═ča│õ“╝╝ągę¬³c”Ż¼┤_Č©║¾┤µ╚╦¬Ü┴óĄ─«aŲĘöĄō■ÄņųąĪŻ
«aŲĘöĄō■Äņ╬─╝■▓╔ė├ACCESSÄņŻ¼¬Ü┴óĄ─öĄō■Äņ▒Ńė┌ĘĮ▒Ń╣▄└ĒŻ¼ę╗éĆ«aŲĘĮ©┴óę╗éĆöĄō■Äņ╬─╝■Ż¼Ųõā╚╚▌░³║¼įō«aŲĘ╦∙ėą▓┐╝■Ą─╣żÖz┐©ĪŻ
3.2.3 ▌ö│÷─ŻēK
▌ö│÷─ŻēK─▄ē“▓ķįā║═ŠÄ▌ŗĄõą═╝■╣żÖz┐©Ż¼į┌«aŲĘöĄō■ÄņųąÖz╦„ęč┤µ╚ļĄ─Ąõą═╝■Ż¼┐╔┼·┴┐╗“å╬éĆūįäė╔·│╔Excel▒ĒĖ±Ą─╣żÖz┐©ĪŻ
Excel▒ĒĖ±┐©╩ŪŅAŽ╚įOėŗ║├Ą──Ż░ÕŻ¼ė├│╠ą“š{╚ļŽÓĻPĄõą═╝■─Ż░Õ▓óūįäė╠Ņ╚ļÖz╦„Ą─öĄō■Äņā╚╚▌ĪŻ
4 ╣żÖz┐©Ą─īŹ╩®
4.1 ╣żÖz┐©Ą─īŹ╩®ę¬³c
╣żÖz┐©╩Ū┘|┴┐¾wŽĄ▀\▐DĄ─ęŖūCŻ¼╩ŪėąĻP╚╦åT╣żū„┘|┴┐║═īŹ╬’┘|┴┐Ą─šµīŹīæššŻ¼╣żÖz┐©╝░ĢrĘ┤ė│┴╦╔·«a▀^│╠ųą┘|┴┐ŪķørŻ¼Ųõū„×ķ╠Ä└Ē┘|┴┐å¢Ņ}Ą─ę└ō■Ż¼─▄ē“ĮyėŗĘų╬÷┘|┴┐▓©äėĄ─įŁę“Ż¼ęį▒Ń╝░Ģr┐žųŲ┘|┴┐Ż¼ųŲų╣┘|┴┐╩┬╣╩Ą─░l╔·Ż¼▓óū„×ķ│ąē║╚▌Ų„Ą─ųžę¬┤µÖn╬─╝■ĪŻ
░┤«aŲĘ┼_Ę▌öĄ┤“ėĪ╣żÖz┐©Ż¼įō«aŲĘĄ─╦∙ėą╣żÖz┐©╝ė╔ŽĘŌ├µ║═─┐┤╬Ż¼čbėå│╔āįŻ¼ļS═¼«aŲĘłDśė╚ļÄņŽ┬░lŻ¼ūŅ║¾ļS┘|Öz▓┐ķT«aŲĘłDśėę╗▓óÜwÖnĪŻ
ŽÓĻP╚╦åTį┌é„▀f╣ż╝■▀^│╠ųąŻ¼▒žĒÜ░┤╣żÖz┐©Ą─╣żū„┴„│╠║×ūųŻ¼╣ż╝■ļS┐©ū▀Ż©╬’┴„─Ż╩ĮŻ®ĪŻ▓óŪę░č▀Mš╣Ūķørė╔īŻ┬Ü╚╦åTį┌╣żÖz┐©Ą─ėŗ╦ŃÖC┐═æ¶Č╦╝░Ģrõø╚ļŻ¼ą╬│╔ļŖūė╬─ÖnŻ¼ęį╣®Ė„▓┐ķTėąĻP╚╦åT▓ķįāĪŻ
ī”ė┌ĘĄą▐╝■Ż¼┴ĒĖĮĘĄą▐šf├„ĪóÖz“×ĮY╣¹ĪŻł¾ÅU╝■Ą─ųžų├Ż¼ąĶ┴Ē╠Ņ╚╦╣żÖz┐©ĪŻ
4.2 ╣żÖz┐©į┌ėąĻP╚╦åTųąĄ─╩╣ė├
4.2.1 ╣żÖz┐©ŠÄųŲ╚╦åT╩╣ė├╣żÖz┐©
░č«aŲĘ┐éłD║═╝╝ągŚl╝■ųąĄ─ėąĻP╝╝ągų▒Įė¾w¼Fė┌╣żÖz┐©ųąŻ¼ęį╣®ėąĻP╚╦åTšŲ╬šĪŻ
«aŲĘųą¤ołDĄ─ś╦£╩╩▄ē║╝■Ż¼┐╔į┌╣żÖz┐©╔Ž¾w¼FŻ¼▓╗▒ž├┐┤╬╝╝ąg£╩éõĢr▀MąąčałDŻ©ė╚Ųõ╩Ū═Ō╣®łDŻ®ĪŻ
ča│õ“╝╝ągę¬³cÖ┌─┐”Ż¼«ö«aŲĘ╗“╩▄ē║╝■ėą╠ž╩Ōę¬Ū¾Ż¼Ą½╬┤─▄į┌Ąõą═╣ż╦毩║¼Öz“×ĒŚ─┐Ż®ųą¾w¼FŻ¼Š═ąĶča│õ▌ö╚ļĄĮ╣żÖz┐©Ą─“╝╝ągę¬³c”Ö┌ā╚ĪŻ└²╚ńŻ║ĘŪ│Żė├▓─┴ŽŻ©║¼▀M┐┌┴ŽŻ®ś╦£╩ĪóÅ═“×Īó╠ž╩Ōąį─▄ę¬Ū¾Ż╗õō░ÕUTĪóŠ¦ķgĖ»╬gĪó│§╝ė╣żĪó║Ė║¾╝ė╣żĪó┼õųŲĪóĮM║Ž╝ė╣żĪóŽ¹Üõ╠Ä└ĒĪó╣ż╦ćįćÖzĪó║ĖįuĪó╣żčb“×ūCĪó▄łųŲĘĮŽ“ĪóĘųČ╬ĘųŲ¼░l▀\Īó£y┴┐╗∙£╩Īó╠ž╩ŌÖz“×ĘĮĘ©╝░įuČ©ę¬Ū¾Ż¼ąĶūó├„¤ß╠Ä└Ē║¾Ą─└Ē╗»öĄō■Ż¼ė├æ¶╠ž╩Ōę¬Ū¾Ą╚ĪŻ
4.2.2 ╣żĢrČ©Ņ~åT╩╣ė├╣żÖz┐©
Ąõą═╝■Ą─ģó┐╝╣żĢrČ©Ņ~ė╔ų¬ūRöĄō■Äņųą╠ß╚ĪŻ¼ŠÄ▌ŗą▐Ė─║¾Ż¼▌ö╚ļ╣żÖz┐©ųąĪŻ
4.2.3 ▓┘ū„š▀╩╣ė├╣żÖz┐©
░┤╣żū„╚╬äšŲ▒Īó«aŲĘłDśė║═╣żÖz┐©▓┘ū„Ż¼┴╦ĮŌ▒Š╣żą“Ą─ąĶŪ¾╦∙ąĶ╣żčbĪŻ┴╦ĮŌ╔ŽŽ┬╣żą“ķgĻPŽĄŻ¼╔Ž╣żą“Ė╔ĄĮ║╬ĘN│╠Č╚Ż¼╩Ūʱ▀z┬®Ż©└²╚ńŻ║¤ß╠Ä└ĒŻ¼╠Įé¹Ą╚Ż®Ż¼╩Ūʱ┴¶ėąėÓ┴┐ĪŻ
4.2.4 Öz▓ķåT╩╣ė├╣żÖz┐©
ę└ō■╣żÖz┐©ųąĄ─Ė„ĒŚā╚╚▌Ż¼▀MąąĖ·█Ö▒OČĮ║═Öz£yŻ¼▒▄├ŌüG┬®╣żą“╗“ÕeÖz┬®ÖzŻ¼┼ąöÓ╩ŪĘ±Ę¹║Ž╣żÖz┐©ę¬Ū¾ĪŻ
į┌╣żÖz┐©Ą─ėŗ╦ŃÖC┐═æ¶Č╦õø╚ļ“Öz£yīŹ£yųĄ”Īó║═“╣żĢr”╝░ŽÓĻP║×ūų╚╦åTĄ╚ą┼ŽóĪŻ
(1)╠ŅīæīŹļHė├Ą─▓─┴Ž╝░ęÄĖ±Ż¼╚¶¤o┤·ė├┴ŽätäØĄ¶Ż╗(2)╚¶ėą«aŲĘłDśėĢrŻ¼ätęįłD╝ł×ķ£╩Ż¼╚½├µÖz£yŻ¼▓ó░┤“Öz£yĒŚ─┐”ėøõøŻ╗(3)«ö═¼╝■╠¢ėąā╔╝■ęį╔ŽŻ©└²ĘŌŅ^Ż¼Ę©╠mŻ®╗“ę╗╝■ā╔╠ÄĄ╚Ż©╚ń═▓╣ØÕFÜżŻ®Ż¼ĘųäeėøõøĪŻ╚¶╝■öĄ▌^ČÓĢrŻ¼ų╗ėøõø│¼ś╦ųĄĄ─╝■öĄŻ╗(4)ėąīŻė├Öz▓ķ┐©Ą─Öz▓ķĒŚ─┐Ż¼└²Ż║║Ė┐pŻ¼╠Įé¹Ż¼ų╗īæ║å꬚f├„║═ĮY╣¹Ż╗(5)į┌“ĮY╣¹”╠ÄŻ¼║ŽĖ±ĒŚ┤““Īó√”Ż¼▓╗║ŽĖ±┤““×”Ż╗(6)Ė„╣żą“Ą─▓┘ū„š▀║═Öz▓ķåTŻ¼æ¬į┌Öz▓ķšŠĄ─é„▀f╣żÖz┐©╔Ž║×ūųŻ╗(7)«öĄõą═╝■░l╔·“▓╗ę╗ų┬ŲĘ”ĢrŻ¼ĮøėąĻPå╬╬╗║═╚╦åT╠Ä└Ē║¾Ż¼Öz▓ķåTę╦ė├┴Ēę╗Åł╣żÖz┐©šJšµū÷║├ą▐Å═║¾Ą─Öz£yėøõøŻ¼ĖĮ╝ėą▐Å═šf├„Ż¼▓ó═¼įŁ╣żÖz┐©ę╗▓ó┤µÖnŻ╗(8)═Ōģf╣żą“═Ļ│╔Ą─Ąõą═╝■Ż¼╚įąĶ░┤╣żÖz┐©Ą─ąĶŪ¾Öz£y║═ėøõøŻ¼«ö═Ōģf╝■░l╔·▓─┴Žąį─▄Ė─ūāĢrŻ©└²╚ń¤ß╠Ä└ĒŻ®Ż¼▒žĒÜę¬ėą╗ųÅ═ąį─▄Ą─┘|┴┐ūC├„╬─╝■Ż¼ļS═¼╣żÖz┐©╚ļÖnĪŻ
4.2.5 ėŗš{åT╩╣ė├╣żÖz┐©
ūźūĪ«aŲĘųž³c╝■Ż¼░č▀Mš╣Ūķørėøõøė┌╣żÖz┐©ųąŻ¼╝░Ģr┴╦ĮŌ╣żū„▀MČ╚Ż¼ū„×ķėŗäØš{┼õ╔·«a┘Yį┤Ą─ę└ō■Ż¼░l¼F╣ŻūĶŻ¼╝░Ģr╠Ä└Ē£■š`╝■║═▓╗ę╗ų┬ŲĘĪŻ
5 ╣żÖz┐©│╔ą¦
ūįīŹ╩®╩╣ė├╣żÖz┐©║¾Ż¼«aŲĘįOėŗš▀▓╗į┘ąĶę¬╩ų╣żŠÄīæĘ▒¼ŹĄ─ųŲįņ╣ż╦ć┬ĘŠĆĪóųŲįņ╣ż╦ć┐©Īó╣ż╦ć▀^│╠┐©Ż╗Öz“×åT¤oąĶŠÄīæĖ„ĘNÖz£yėøõø▒Ē┐©Ż╗╣ż╚╦ųŲįņĄõą═╝■ĢrŻ¼ę╗┐©ę╗łDį┌╩ų╝┤┐╔ĪŻÅ─Č°╠ßĖ▀┴╦╣żą¦Ż¼┐sČ╠┴╦╝╝ąg£╩éõĢrķgŻ¼▒ŻūC┴╦╔·«aĄ─ęÄĘČąįĪó£╩┤_ąįŻ¼£p╔┘┴╦╚╦×ķ╩¦š`Ż«ā×╗»┴╦╝╝ąg╣▄└ĒĪŻ«aŲĘöĄō■ÄņĄ─╣▓ŽĒę▓×ķ╣żĢrČ©Ņ~åTĪó╔·«aėŗš{åT║═╣▄└Ēš▀╠ß╣®┴╦øQ▓▀öĄō■ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║│ąē║╚▌Ų„╩▄ē║╝■╣ż╦ć┼cÖz£y┐©Ą─ŠÄųŲ║═īŹ╩®
▒Š╬─ŠWųĘŻ║http://www.vmgcyvh.cn/html/support/11121512932.html