ļSų°╔ńĢ■┐ņ╦┘░lš╣Ż¼╦▄┴ŽųŲŲĘĄ─ĮYśŗę▓╚š┌ģÅ═ļsŻ¼Š½Č╚ę¬Ū¾įĮüĒįĮĖ▀Ż¼é„ĮyĄ─įOėŗĘĮĘ©ęč¤oĘ©ØMūŃ╔ńĢ■Ą─ąĶŪ¾ĪŻ×ķ┴╦▀mæ¬─ŻŠ▀ČĪśIĄ─┐ņ╦┘░lš╣Ż¼╠ßĖ▀«aŲĘĖéĀÄ┴”Ż¼─ŻŠ▀CAD/CAMę╗¾w╗»╝╝ągęč│╔×ķ╦▄┴ŽųŲŲĘįOėŗ┼cųŲįņĄ─║╦ą─╝╝ągĪŻ▒Š╬─ęįSiemens NX mold wizard×ķŲĮ┼_Ż¼ęį╔·«aīŹļHųąĄ──│Å═ļsÜż¾wĄ─ūó╦▄─ŻŠ▀įOėŗ┼cųŲįņ×ķ└²ĻU╩÷CAD/CAM╝╝ągį┌╦▄┴Ž─ŻŠ▀įOėŗ┼cųŲįņųąĄ─æ¬ė├ĪŻ
1 ╦▄╝■«aŲĘĘų╬÷
╦▄╝■«aŲĘ3DĮ©─Ż╚ńłD1╦∙╩ŠŻ¼įō╦▄╝■×ķ┤¾┼·┴┐╔·«aŻ¼▓─┴Ž×ķABSŻ¼═Ōė^ę¬Ū¾╣Ō┴┴Īó¤o’w▀ģĪó┴„║█╝░Ęų─ŻŠĆŻ¼▓óę¬Ū¾╦▄╝■Š▀ėąę╗Č©Ą─ÖCąĄÅŖČ╚║═─═─źąįŻ¼ęūė┌╝ė╣ż│╔ą═ĪŻ╦▄╝■Ą─│╔ą═ąį─▄╚ń▒Ē1ĪŻ

łD1 Üż¾w┴Ń╝■╚²ŠSĮ©─ŻłD
▒Ē1 ABSĄ─ų„ę¬╣ż╦ćģóöĄ
2 ╗∙ė┌NXŲĮ┼_Ą─Üż¾w┴Ń╝■ūó╦▄─ŻŠ▀įOėŗ
2.1 │╔ą═┴Ń╝■įOėŗ
╗∙ė┌NX Mold wizardŲĮ┼_įOėŗ─ŻŠ▀Ą─┴„│╠╚ńłD2╦∙╩ŠŻ¼╩ūŽ╚╩Ūę╗▓╝Šų─ŻŠ▀Ą─ą═Ū╗Ż¼ĮY║Ž╦▄╝■▒╚▌^Å═ļsŻ¼╔·«a┼·┴┐┤¾Ą─╠ž³cŻ¼▓╔ė├ŲĮ║Ō╩Į▓╝ų├║═ę╗─Żā╔č©Ą─▓╝ŠųĮYśŗŻ╗Ųõ┤╬╩ŪĘų─ŻŻ¼Ęų─ŻĄ─║Ž└Ē│╠Č╚ų▒ĮėøQČ©─ŻŠ▀Ą─│╔ą═ą¦┬╩║═╦▄╝■Ą─┘|┴┐Ż¼ę“┤╦Ż¼Ęų─Ż╩Ūūó╦▄─ŻŠ▀įOėŗųąūŅĻPµIĄ─▓Į¾EŻ╗ė╔ė┌╦▄╝■▒╚▌^Å═ļsŻ¼Ęų─ŻĢrų╗─▄▓╔ė├╩ųäėĘų─ŻĘĮ╩ĮŻ¼ī”╦▄╝■╔ŽĄ─ķ_Ę┼ŲŲ┐ūąĶ└¹ė├Į©─Ż─ŻēKųąĄ─Ū·├µ║═īŹ¾w╣żŠ▀▀Mąąą▐čaŻ¼ī”ė┌╦▄╝■ā╚┐█▓╔ė├│╔ą══ŲŚUą▒ĒöĄ─ĘĮ╩ĮüĒ═Ļ│╔ĪŻ╔Ž╩÷ĻPµIå¢Ņ}ĮŌøQ║¾Š═┐╔ęį░┤ššNX Mold wizardŲĮ┼_įOėŗ─ŻŠ▀Ą─┴„│╠üĒ═Ļ│╔ŲõėÓįOėŗ▓Į¾EŻ¼▓óäōĮ©│÷š¹¾wŪČ╚ļ╩Įą═ąŠ║═ą═Ū╗Ż¼╚ńłD3╦∙╩ŠĪŻ
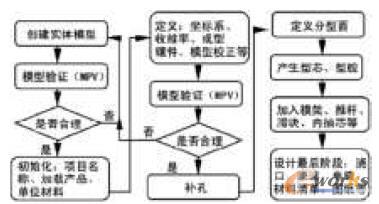
łD2 NX Mold wizardŲĮ┼_įOėŗūó╦▄─ŻŠ▀┴„│╠łD
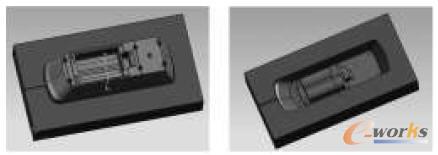
łD3 Ęųą═║¾Ą─š¹¾wŪČ╚ļ╩Įą═ąŠ║═ą═Ū╗
2.2 ╦▄╝■┘|┴┐Ą─CAEĘų╬÷
ę└ō■ŲĮ║Ō╩Į▓╝ų├įŁ└Ē┤_Č©┴╦Ø▓ūóŽĄĮy┼┼▓╝ŪķørŻ¼▓óį┌─ŻŠ▀įOėŗų«Ū░ī”ūó╔õ│╔ą═Ą─┴„Ą└▒╚▀MąąąŻ║╦ĪŻ╚ń╣¹įOėŗ│÷Ą─┴„Ą└▒╚▒╚╦▄┴Žį╩įS╩╣ė├Ą─┴„Ą└▒╚┤¾Ż¼ūó╔õ│╔ą═▒Ńėą┐╔─▄░l╔·│õ─Ż▓╗ūŃ╗“ųŲŲĘ╚▒┴ŽĄ─¼FŽ¾Ż¼└¹ė├Moldflow▀Mąą╠Ņ│õģ^ė“Ą─│õ─ŻĘų╬÷ĮY╣¹╚ńłD4╦∙╩ŠĪŻ┐╔┐┤│÷╦▄┴Ž╚█¾w═Ļ╚½╠Ņ│õ╦▄╝■Ą─š¹éĆģ^ė“Ż¼ø]ėą└õ┴Ž╚▒Ž▌Ż¼šf├„┴„äė▒╚═Ļ╚½ØMūŃę¬Ū¾Ż╗ÜŌč©Ą─╬╗ų├╚ńłD5╦∙╩ŠŻ¼ų„ę¬╝»ųąį┌ą▒Ēö▓┐╬╗║═Ęųą═├µĖĮĮ³Ż¼┐╔ūį╚╗Ž¹│²Ż¼ī”╦▄╝■┘|┴┐ė░Ēæ▓╗┤¾Ż╗╚█Įė║█Ą─╬╗ų├╚ńłD6╦∙╩ŠŻ¼┐╔ęŖ╚█Įė║█ĮY╣¹▒╚▌^└ĒŽļŻ¼Ø▓ūóŽĄĮyįOėŗ▌^║Ž└ĒŻ¼Üż¾wĄ─ā╚▒Ē├µ×ķĘŪė^┘p├µŻ¼į╩įSėą╔┘┴┐╚█Įė║█Ż¼▓óŪę╚█Įė║█┐╔═©▀^╠ßĖ▀─ŻŠ▀£žČ╚║═į÷╝ė▒Żē║Ż¼▒Mįń▀Mąą▒Żē║ŪąōQĄ╚▐kĘ©Ž¹│²ĪŻ

łD4 │õ╠Ņģ^ė“Ęų╬÷łD
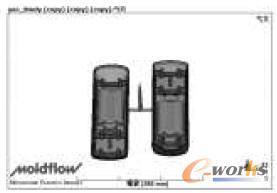
łD5 ÜŌč©╬╗ų├Ęų╬÷łD

łD6 ╚█Įė║█╬╗ų├Ęų╬÷
2.3 ─Ż╝▄▀xė├╝░║¾└m╠Ä└Ē
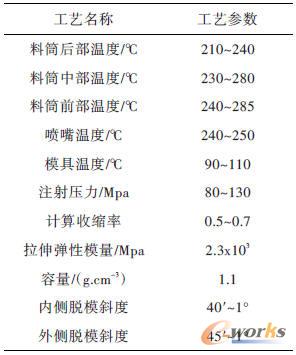
ę└ō■│╔ą═┴Ń╝■Ą─│▀┤ńŻ¼▓╔ė├║Ž└ĒĄ──Ż╝▄Ż¼┤╦┤╬įOėŗ▀xė├²łėø─Ż╝▄Ż¼ą═╠¢×ķDCI 2125ą═Ż¼ŲõģóöĄ╚ń▒Ē2╦∙╩ŠĪŻ▀xō±║Ž▀mĄ─Ø▓ūóŽĄĮyüĒ═Ļ│╔ūó╔õ▀^│╠Ż¼═¼Ģr▀Ćę¬×ķ─ŻŠ▀▀xō±Ø▓┐┌╠ūĪó═ŲŚUĪóÅ═╬╗ŚUĪóČ©╬╗╚”ĪóŠo╣╠╝■Īóų¦ō╬╝■Ą╚ś╦£╩╝■Ż¼ūŅĮKįOėŗ║├Ą─╚²ŠSūó╦▄─ŻŠ▀čb┼õ─Żą═╚ńłD7╦∙╩ŠĪŻ
▒Ē2 ─Ż╝▄Ą─ų„ę¬ģóöĄ

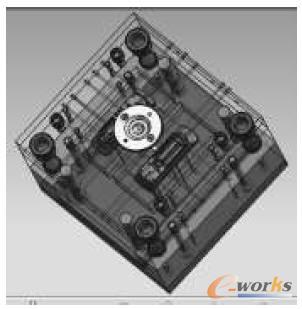
łD7 ─ŻŠ▀Ą─╚²ŠS─Żą═łD
3 ─ŻŠ▀öĄ┐žĘ┬šµ╝ė╣ż
─ŻŠ▀Ą─ųŲįņų„ę¬╩Ū╝ė╣żš¹¾wŪČ╚ļ╩Įą═ąŠĪóą═Ū╗║═Ķé╝■ęį╝░Ė„ĘNŅÉą═Ą─┐ū╝ė╣żĄ╚Ż¼▀\ė├NX CAM─ŻēK«öųąĄ─ŲĮ├µŃŖĪóą═Ū╗ŃŖĪó╣╠Č©▌S▌å└¬ŃŖ║═³c╬╗╝ė╣żĄ╚ĘĮĘ©Ż¼ę╗░ŃČ╝┐╔▀_ĄĮ│╔ą═┴Ń╝■Ą─öĄ┐žŃŖŽ„ę¬Ū¾ĪŻNX CAM─ŻēKĄ─ų„ę¬▓┘ū„▓Į¾E×ķ╝ė╣ż╣ż╦ćĘų╬÷ĪóäōĮ©ĄČŠ▀▄ē█E║═║¾ų├╠Ä└ĒĪŻŽ┬├µęįÜż¾wą═ąŠĄ─öĄ┐ž╝ė╣ż×ķ└²üĒšf├„NX CAMŲĮ┼_╝ėČĪĄ─Š▀¾w▀^│╠Ż║(1)┤ųŃŖ╔ŽČ╦├µŻ║▀xō±mill planarŻ¼ŪąŽ„─Ż╩Į▀xō±“═∙Å═”ĘĮ╩ĮŻ¼ŲĮ├µų▒ÅĮ░┘Ęų▒╚×ķ75%Ż¼├½┼„ŠÓļx×ķ3mmĪó├┐ĄČ╔ŅČ╚×ķ1mmĪóėÓ┴┐×ķ0.2mmĪŻ(2)Š½ŃŖ╔ŽČ╦├µŻ║▀xō±mill planarŻ¼ŪąŽ„─Ż╩Į▀xō±“═∙Å═”ĘĮ╩ĮŻ¼ŲĮ├µų▒ÅĮ░┘Ęų▒╚×ķ50%Ż¼├½┼„ŠÓļx×ķ1mmĪó├┐ĄČ╔ŅČ╚×ķ0.5mmĪóūŅĮKĄū├µėÓ┴┐×ķ0.1mmĪŻ(3)äōĮ©┤ų╝ė╣ż▓┘ū„Ż║▀xō±mill contourŻ¼ĄČŠ▀įOų├D12R2Ż¼ĘĮĘ©×ķMILL ROUGHŻ¼ĄČ▄ēĄ─ŪąŽ„─Ż╩Į▀xō±×ķĖ·ļSų▄▀ģŻ¼ŲĮ├µų▒ÅĮ░┘Ęų▒╚×ķ50%Ż¼╚½Šų├┐ĄČ╔ŅČ╚1mmĪó░▓╚½ŠÓļx×ķ3mmĪóėÓ┴┐×ķ0.1mmĪŻ(4)äōĮ©Š½╝ė╣ż▓┘ū„Ż║▀xō±mill contourŻ¼─Ż╩Į×ķCAVITY MILLŻ¼ĄČŠ▀įOų├Ba11R8Ż¼ĘĮĘ©MILL SEMI FINISHŻ¼▓ĮŠÓ×ķĄČŠ▀ų▒ÅĮĄ─50%Ż¼├┐ĄČ╔ŅČ╚0.5mmĪó▓┐╝■Ąū▓┐├µėÓ┴┐0Īóā╚═Ō╣½▓Ņ×ķ0.01mmĪóÖz▓ķ░▓╚½ŠÓļx3mmŻ¼Ę┬šµ╝ė╣żĄČ▄ē╚ńłD8╦∙╩ŠĪŻ
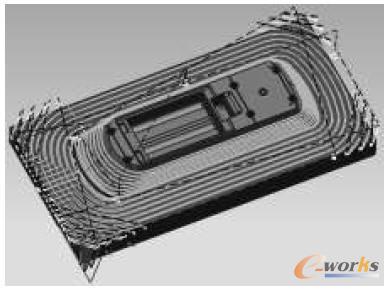
łD8 ą═ąŠŠ½╝ė╣żĘ┬šµ╝ė╣żĄČ▄ēłD
4 ĮYšZ
╗∙ė┌Siemens NX CAD/CAM║═Moldflow×ķŲĮ┼_Ż¼ęįīŹļH╔·«aųąĄ──│Å═ļsÜż¾w╦▄╝■×ķ└²Ż¼ĮķĮB┴╦─ŻŠ▀įOėŗ╝░Ųõ│╔ą═┴Ń╝■Ą─╝ė╣ż╣ż╦ćĘų╬÷ĪóųŲČ©║═įOėŗ▀^│╠Ż¼═Ļ│╔┴╦įō╦▄╝■ūó╦▄─ŻŠ▀Ą─įOėŗ║═öĄ┐ž╝ė╣żŻ¼┐sČ╠┴╦─ŻŠ▀Ą─įOėŗ║═ųŲįņų▄Ų┌Ż¼ĮĄĄ═┴╦─ŻŠ▀Ą─čą░l│╔▒ŠŻ¼┤¾┤¾╠ßĖ▀┴╦─ŻŠ▀Ą─╝ė╣żŠ½Č╚Ż¼ī”╔·«aīŹ█`ėą║▄║├Ą─ųĖī¦ū„ė├ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌Siemens NXŲĮ┼_Ą─Å═ļsÜż¾wūó╦▄─ŻŠ▀įOėŗ┼cųŲįņ
▒Š╬─ŠWųĘŻ║http://www.vmgcyvh.cn/html/support/11121514486.html