╣ż╦ćĖ³Ė─╩ŪųĖį┌╣ż╦ćįOėŗ╗Ņäėųą╣ż╦ćåTī”ęčĮø╔·ą¦Ą─╣ż╦ć▀^│╠╝╝ągā╚╚▌▀MąąĖ─ūāĄ─ę╗ĘNąą×ķŻ¼╩ŪųŲįņŲ¾śI«aŲĘčąųŲ║═╔·«a╗ŅäėųąĄ─ę╗ĒŚųžę¬śIäšĪŻ
į┌«aŲĘčąųŲ▀^│╠ųąŻ¼įSČÓŲ¾śIČ╝ęčĮøīŹ╩®┴╦╗∙ė┌PDMĄ─╣ż╦ć╬─╝■Ė³Ė─▀^│╠╣▄└ĒĪŻĄ½╩ŪĄĮ─┐Ū░╚į╚╗┤µį┌▓╗╔┘å¢Ņ}Ż¼ų„ę¬╚ńŽ┬Ż║╣ż╦ćĖ³Ė─▀^│╠┐žųŲ▓╗ē“ć└├▄Ż╗╣ż╦ć╬─╝■ī”Ž¾─Żą═░³║¼ą┼Žó▓╗═Ļš¹Ż╗īó╣ż╦ć╬─╝■Ė³Ė─å╬┼c╣ż╦ć╬─╝■ĘųļxŻ¼ęūī¦ų┬ę¬Ū¾Ė³Ė─Ą─ā╚╚▌┼cīŹļHĖ³Ė─Ą─ā╚╚▌▓╗ę╗ų┬Ż╗ėąĻP╣ż╦ć╬─╝■Ė³Ė─Ą─░µ▒Š╣▄└Ē┼c┐žųŲÖCųŲ▓╗═Ļ╔ŲŻ╗╣ż╦ć╬─╝■Ė³Ė─å╬░³║¼ą┼Žó▓╗═Ļš¹Ż¼öĄō■ĮYśŗ╗»│╠Č╚▌^Ą═Ż╗Ė³Ė─▓╗═Ļ╚½ī¦ų┬PDMųąĄ─«aŲĘ╣ż╦ćą┼Žó║═ERPĪóMESĄ╚ŽĄĮyųąĄ─«aŲĘ╣ż╦ćą┼Žó▓╗ę╗ų┬Ż╗╣ż╦ćĖ³Ė─▀^║¾ø]─▄ą╬│╔Ų¾śIā╚▓┐ėąĻP╝╝ągąįĻPµIā╚╚▌Ą─╣ż╦ćĖ³Ė─ų¬ūRÄņĪŻ
▒Š┤╬蹊┐ęį─│║Į┐šŲ¾śIĄ─«aŲĘųŲįņ╣ż╦ćŽÓĻP╣ż│╠ĒŚ─┐×ķ▒│Š░Ż¼ĮY║Ž«öŪ░┤µĄ─į┌å¢Ņ}ęį╝░║Į┐šÅ═ļs«aŲĘūį╔ĒĄ─╠ž³cŻ¼ī”╗∙ė┌Teamcenter 8Ż©ęįŽ┬║åĘQTCŻ®┼cCAPPFramwork 2007Ż©ęįŽ┬║åĘQCAPPFrameworkŻ®ģf═¼╣ż╦ćįOėŗ─Ż╩ĮŽ┬Ą─║Į┐šÅ═ļs«aŲĘĄ─╣ż╦ćĖ³Ė─▀^│╠╣▄└Ēū÷┴╦▀Mę╗▓Į蹊┐ĪŻ
1 ║Į┐šųŲįņŲ¾śIĄ─╣ż╦ćĖ³Ė─╠ž³c╝░ĘųŅÉ
═©▀^ī”ę╗ą®║Į┐šųŲįņŲ¾śIš{čąĘų╬÷Ż¼╬ęéāĄ├│÷─┐Ū░ūŅŲš▒ķĄ─╣ż╦ćĖ³Ė─▀^│╠ĪŻ╩ūŽ╚ė╔╣ż╦ćįOėŗ╚╦åTĖ∙ō■īŹļH╣ż╦ćĖ³Ė─ąĶŪ¾ŠÄųŲ╣ż╦ć╬─╝■Ė³Ė─å╬Ż¼Įø═¼ĮMĄ─Ųõ╦¹╣ż╦ć╚╦åTąŻī”Ż¼ė╔ų„╣▄╣ż╦ćåTī”╣ż╦ć╬─╝■Ė³Ė─å╬▀MąąīÅ║╦Ż¼į┘ė╔ŽÓĻPå╬╬╗žōž¤╚╦┼·£╩Ż¼Ön░Ė▓┐ķTī”╣ż╦ć╬─╝■Ė³Ė─å╬▀Mąą░lĘ┼Ż╗╣ż╦ć╚╦åTĖ∙ō■░lĘ┼Ą─╣ż╦ć╬─╝■Ė³Ė─å╬ī”įŁėąĄ─╣ż╦ć╬─╝■▀MąąĖ³Ė─Ż╗ūŅ║¾Ön░Ė▓┐ķTī”Ė³Ė─Ą─╣ż╦ć╬─╝■į┘┤╬░lĘ┼Ż¼š¹éĆ╣ż╦ć╬─╝■Ė³Ė─▀^│╠ĮY╩°ĪŻ
ŽÓ▒╚ę╗░Ń┴Ń╝■Ą─╣ż╦ćĖ³Ė─Ż¼║Į┐šÅ═ļs«aŲĘĄ─┴Ń╝■Š▀ėą┴Ń╝■ĮYśŗÅ═ļsĪóöĄ┴┐ČÓĪó┐╔┐┐ąįę¬Ū¾Ė▀Ą─╠ž³cŻ¼▀@╩╣Ą├║Į┐šÅ═ļs«aŲĘī”╣ż╦ćĖ³Ė─╠ß│÷┴╦Ė³Ė▀Ą─ę¬Ū¾ĪŻŲõ┤╬Ż¼║Į┐šųŲįņŲ¾śI╣ż╦ćįOėŗ║═Ė³Ė─╔µ╝░ČÓłFĻĀĪóČÓ▓┐ķTĪóČÓŅIė“Ą─ģó┼c║Žū„Ż¼ąĶę¬į┌ģf═¼Ą─╣żū„─Ż╩ĮŽ┬▓óąąš╣ķ_╣żū„ĪŻš¹éĆ╣ż╦ćĄ─ŠÄųŲ▀^│╠ąĶę¬ų„ųŲå╬╬╗║═ČÓéĆģfū„å╬╬╗Ą─▓óąąģfū„ĪŻį┌ų„ųŲ╣ż╦ćŠÄųŲ▀^│╠ųąŻ¼ų„ųŲå╬╬╗Ė∙ō■▄ćķg╝ē«aŲĘ╣ż╦ć╣żū„ėŗäØüĒųŲČ©░³║¼ģfŠÄ/öUŠÄ╣żą“į┌ā╚Ą─╣ż╦ć┬ĘŠĆĪŻų„ųŲå╬╬╗žōž¤╣żą“ā╚╚▌Ą─įö╝ÜČ©┴xĪŻŲ¾śIā╚▓┐Ė„ągšZČ©┴x░³└©Ż║
ó┘ų„ųŲå╬╬╗║═ų„ųŲ╣ż╦ćŻ║╣ż╦ćŠÄųŲ╚╬䚥─│ąĮėå╬╬╗ęį╝░╚╬䚥─░lŲå╬╬╗Ż¼ŲõŠÄųŲĄ─╣ż╦ćĘQ×ķų„ųŲ╣ż╦ćĪŻ
ó┌ģfū„å╬╬╗║═ģfŠÄ╣żą“Ż║į┌ų„ųŲ╣ż╦ćŠÄųŲ▀^│╠ųąė╔ė┌īŻśIĘų╣żĄ─įŁę“īó─│Ą└╣żą“Į╗ĮoŲõ╦¹▓┐ķTĄ─╚╦åTüĒŠÄīæŻ¼╩šĄĮ╚╬䚥─▓┐ķT│╔×ķģfū„å╬╬╗Ż¼ŲõŠÄųŲĄ─╣ż╦ćĘQ×ķģfŠÄ╣żą“ĪŻ
ó█öUŠÄ╣żą“Ż║öUŠÄ╣żą“ųĖĄ─╩Ū─│Ą└╣żą“ā╚╚▌Å═ļsŻ¼īóŲõ¬Ü┴ó│÷üĒė╔Ųõ╦¹╚╦ŠÄīæą╬│╔ę╗Ę▌å╬¬ÜĄ─╣ż╦ć╬─╝■ĪŻ
«ö├┐Ą└ģfŠÄ/öUŠÄ╣żą“īÅ┼·═Ļ│╔║¾Ż¼▀Mąąų„ųŲ╣ż╦ć╬─╝■║Ž▓óŻ©īóģfŠÄ/öUŠÄ╣żą““čbėå”ĄĮų„ųŲ╣ż╦ć╬─╝■ųąŻ®ĪŻ
×ķ┴╦Ė³║├Ąžī”▓╗═¼ŅÉą═Ą─╣ż╦ć╬─╝■Ą─Ė³Ė─▀Mąąėąą¦Ąž╣▄└ĒŻ¼╬ęéāĮY║Ž║Į┐šŲ¾śIĄ─īŹļHæ¬ė├Ūķørī”╣ż╦ćĖ³Ė─▀MąąĘų╬÷ÜwŅÉĪŻėąĢr╣ż╦ć╬─╝■ąĶę¬Ė³Ė─Ą─ā╚╚▌ĘŪ│Ż╔┘Ż¼Č°ŪęĖ³Ė─▓┐Ęųī”š¹éĆ╣ż╦ć╬─╝■Ą─ė░Ēæ▓╗┤¾Ż¼═∙═∙╩Ū╣Pš`╗“š▀ÕeäeūųĄ╚įŁę“Ż¼┐╔¼Fł÷ī”╣ż╦ć╬─╝■▀MąąäØĖ─Ż¼īó┤╦ŅÉ╣ż╦ć╬─╝■Ė³Ė─ĘQų«×ķ┼RĢr│¼įĮĖ³Ė─Ż╗«ö╣ż╦ć╬─╝■ąĶę¬Ė³Ė─Ą─ā╚╚▌ĘŪ│ŻČÓŻ¼Äū║§ŽÓ«öė┌ųžą┬ŠÄīæę╗Ę▌╣ż╦ć╬─╝■ĢrŻ¼ĘQų«×ķōQ░µĖ³Ė─Ż╗«ö╣ż╦ć╬─╝■ąĶę¬Ė³Ė─Ą─ā╚╚▌▓╗ČÓŻ¼āHąĶꬹ▐Ė─▓┐Ęų╣żą“ā╚╚▌Š═┐╔īŹ¼FĢrŻ¼ęĢŲõ×ķŲš▒ķ╣żą“Ė³Ė─ĪŻė╔ė┌ģfŠÄ/öUŠÄ╣żą“╩Ūė╔│²ų„ųŲ╣ż╦ć╚╦åTęį═ŌĄ─Ųõ╦¹╚╦åTŠÄīæĄ─Ż¼╦∙ęįŲõĖ³Ė─▀^│╠ę▓║═ų„ųŲ╣ż╦ć╬─╝■▓╗═¼ĪŻō■┤╦Ż¼Ųš▒ķ╣żą“Ė³Ė─ėų░³║¼ų„ųŲ╣żą“Ė³Ė─ĪóģfŠÄ╣żą“Ė³Ė─║═öUŠÄ╣żą“Ė³Ė─ĪŻ
2 ║Į┐šÅ═ļs«aŲĘĄ─╣ż╦ćĖ³Ė──Żą═
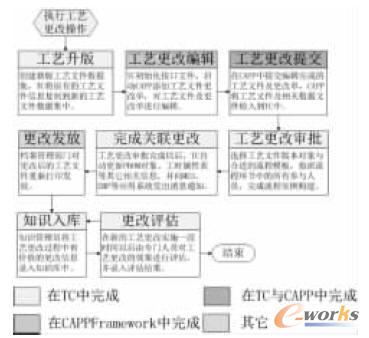
╣ż╦ćĖ³Ė─╣▄└Ē╔µ╝░ĄĮĄ─3éĆų„ę¬ĘĮ├µ╩Ū╣ż╦ćĖ³Ė─▀^│╠▒Š╔ĒĪó┼c╣ż╦ćĖ³Ė─▀^│╠ŽÓĻPĄ─╣ż╦ć╬─╝■öĄō■ęį╝░ģó┼cĄĮ╣ż╦ćĖ³Ė─╗ŅäėųąĄ─╚╦åTĪŻ▒Š┤╬蹊┐ĮY║Ž║Į┐šÅ═ļs«aŲĘĄ─╠ž³cŻ¼ßśī”─┐Ū░╣ż╦ćĖ³Ė─▀^│╠╣▄└Ēųą╦∙┤µį┌Ą─å¢Ņ}Įo│÷┴╦╚ńłD1╦∙╩ŠĄ─╣ż╦ćĖ³Ė──Żą═ĪŻ

łD1 ╣ż╦ćĖ³Ė──Żą═
2.1 ╣ż╦ćĖ³Ė─▀^│╠─Żą═
×ķ┴╦Ė▀ą¦ć└├▄Ąžł╠ąą▓╗═¼ŅÉą═Ą─╣ż╦ć╬─╝■Ė³Ė─īÅ┼·╚╬䚯¼▒Š┤╬蹊┐ßśī”▓╗═¼Ą─╣ż╦ć╬─╝■ŅÉą═╠ß│÷┴╦▓╗═¼Ą─Ė³Ė─▀^│╠─Żą═ĪŻ
ī”ė┌▓╗╔µ╝░ģfŠÄ/öUŠÄ╣żą“Ą─Ųš▒ķ╣ż╦ćĖ³Ė─Ż¼Ųõī”æ¬Ą─▀^│╠─Żą═╚ńłD2╦∙╩ŠĪŻįō▀^│╠─Żą═ę▓▀mė├ė┌▓╗║¼ģfŠÄ/öUŠÄ╣żą“Ė³Ė─Ą─ōQ░µ╣ż╦ćĖ³Ė─ĪŻī”ė┌┼RĢr│¼įĮĖ³Ė─Ż¼┐╝æ]ĄĮ╦³ī”īÅ┼·┴„│╠┐ņĮ▌ĘĮ▒ŃąįĘĮ├µĄ─ę¬Ū¾Ż¼Ųõ▀^│╠─Żą═┐╔╩Ī┬įÖz“×Ģ■║×ĪóČ©Ņ~īÅ▓ķ║═┼·£╩Łh╣ØĪŻ
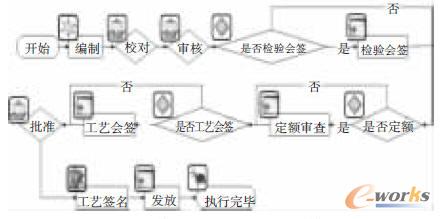
łD2 Ųš▒ķąį╣ż╦ćĖ³Ė─▀^│╠─Żą═
ģfŠÄ╣żą“║═öUŠÄ╣żą“Ą─╣ż╦ćĖ³Ė─Ż¼Ųõ▀^│╠─Żą═ŽÓī”▒╚▌^Å═ļsŻ¼Š▀¾w╚ńłD3╦∙╩ŠĪŻ╩ūŽ╚═Ļ│╔ģfū„/öUŠÄ╣żą“Ą─Ė³Ė─ŠÄųŲ╚╬äš╝░ŲõīÅ┼·┴„│╠Ż¼╚╗║¾īóģfū„/öUŠÄ╣żą“į┘┤╬║Ž▓óĄĮų„ųŲ╣ż╦ć╬─╝■ųąĪŻ
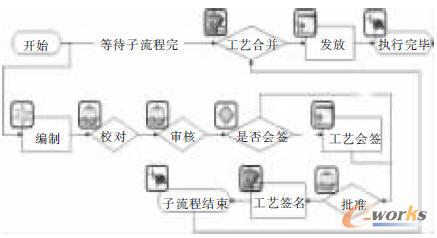
łD3 ģfŠÄ/öUŠÄ╣żą“Ą─╣ż╦ćĖ³Ė─▀^│╠─Żą═
2.2 ╚╦åTĮM┐Ś┼cÖÓŽ▐╣▄└Ē─Żą═
2.2.1 ╚╦åTĮM┐Ś─Żą═
į┌║Į┐šųŲįņŲ¾śIųąŻ¼╚╦åTĄ─ĮM┐Ś▒╚▌^²ŗ┤¾Å═ļsĪŻ×ķ┤_▒Żį┌š¹éĆ╣ż╦ćĖ³Ė─▀^│╠ųąĄ─├┐ę╗ĒŚŠ▀¾wĄ─╣żū„╚╬äšČ╝╩Ūė╔ŅAŽ╚ųĖČ©Ą──│ę╗╣żū„ĮMųąĄ──│ę╗éĆōĒėąūŃē“ÖÓŽ▐Ą─╣żū„╚╦åTüĒ═Ļ│╔Ą─Ż¼╬ęéā╠ß│÷┴╦╚ńłD4╦∙╩ŠĄ─╚╦åTĮM┐Ś─Żą═ĪŻ

łD4 ╚╦åTĮM┐Ś─Żą═
ė├æ¶ID╩Ū╚╦åTį┌TCųąĄ─╬©ę╗ś╦ūRĪŻ╣żū„ĮM═∙═∙ī”æ¬┴╦īŹļHŲ¾śIųąįO┴óĄ─▓┐ķT╗“š▀ĒŚ─┐ĮMŻ¼╦³į┌Ų¾śIPDMųąī”æ¬Ą─╩Ūę╗ĮM▀xČ©Ą─┐╔ė├ĮŪ╔½┴ą▒ĒĪŻÖÓŽ▐ųĖĄ─╩Ūī”PDMŽĄĮyųąĄ─╦∙ėą┘Yį┤║═▓┘ū„╣”─▄įLå¢─▄┴”┤¾ąĪĄ─Ž▐ųŲĪŻ├┐ę╗éĆĮŪ╔½ī”æ¬Ą─╩Ūę╗éĆÖÓŽ▐┴ą▒ĒĪŻę╗éĆĮMųą┐╔ęįėąČÓéĆĮŪ╔½Ż¼ę╗éĆĮŪ╔½┐╔ęįį┌ČÓéĆĮMā╚│÷¼FŻ¼ĮMā╚Ą──│ę╗éĆė├æ¶ę▓┐╔ęįėąČÓéĆĮŪ╔½ĪŻę²╚ļĮŪ╔½Ą─╚╦åTĮM┐Ś─Żą═ī”ė┌╣ż╦ćĖ³Ė─▀^│╠ųąĄ─░▓╚½įLå¢┐žųŲęŌ┴xųž┤¾ĪŻŲõ╦³ą┼Žó┐╔Ė∙ō■īŹļHæ¬ė├ąĶŪ¾▀Mąą╠Ē╝ėĪŻ
2.2.2 ░▓╚½įLå¢┐žųŲ─Żą═
æ¬┤_▒Żį┌╣ż╦ćĖ³Ė─▀^│╠ųą├┐ę╗éĆōĒėąųĖČ©ĮŪ╔½Ą─ģó┼c╚╦åTį┌ųĖČ©Ą─┴„│╠╣سcī”├┐ę╗Ę▌Š▀¾wĄ─╣ż╦ć╬─╝■ōĒėąūŃē“Ą─▓┘ū„ÖÓŽ▐Ż¼╝┤│²┴╦┐╝æ]ĮŪ╔½ī”ÖÓŽ▐Ą─ė░Ēæę“╦žų«═ŌŻ¼▀Ć欫ö┐╝æ]┴„│╠║═Š▀¾w▓┘ū„ī”Ž¾ī”ÖÓŽ▐Ą─ė░ĒæĪŻ×ķØMūŃ▀@śėĄ─░▓╚½įLå¢┐žųŲæ¬ė├ąĶŪ¾Ż¼╬ęéā╠ß│÷┴╦╚ńłD5╦∙╩ŠĄ─░▓╚½įLå¢┐žųŲ─Żą═ĪŻ

łD5 ░▓╚½įLå¢┐žųŲ─Żą═
ė├æ¶į¬öĄō■ųĖ╚╦åTĮM┐Ś─Żą═ųąĄ─ė├æ¶IDĪó╣żū„ĮMĪóĮŪ╔½Ą╚Ż╗ī”Ž¾į¬öĄō■ų„ę¬ųĖ╣ż╦ć╬─╝■╝░ŲõŽÓĻP┬ō╬─ÖnöĄō■Ą─╗∙▒Šą┼ŽóŻ¼└²╚ń╣ż╦ć╬─╝■ŅÉą═Īó╦∙ėąš▀Īó╦∙╠ÄĀŅæBĪó╦∙ī┘ĒŚ─┐Īó┴„│╠ą┼ŽóĄ╚Ż╗įLå¢┐žųŲ┴ą▒Ē(ACL)ė├üĒ├Ķ╩÷Ę¹║ŽųĖČ©Śl╝■Ą─╣ż╦ćĖ³Ė─ģó┼c╚╦åT╦∙Š▀ėąĄ─ÖÓŽ▐Ż¼ęÄätśõė├üĒ├Ķ╩÷║╬ĢrīóįLå¢┐žųŲ┴ą▒Ēæ¬ė├ĄĮ─│ę╗Š▀¾wī”Ž¾ĪŻęÄätśõė╔║▄ČÓęÄätŚl─┐śŗ│╔Ż¼├┐ę╗éĆęÄätŚl─┐ė╔Śl╝■ĪóųĄ║═ę╗éĆ┐žųŲ┴ą▒ĒĮM│╔Ż¼ŲõĮM│╔ą╬╩Į×ķŻ║Śl╝■(ųĄ)→┐žųŲ┴ą▒Ē├¹ĪŻįō─Żą═╚½├µ┐╝æ]┴╦╣ż╦ćĖ³Ė─ģó┼c╚╦åTĮŪ╔½Īó┴„│╠ęį╝░╣ż╦ćĖ³Ė─▓┘ū„ī”Ž¾ī”ÖÓŽ▐Ą─ė░ĒæŻ¼┐╔ęį║▄║├ĄžØMūŃ║Į┐šÅ═ļs«aŲĘī”╣ż╦ćĖ³Ė─▀^│╠Ą─ć└├▄┐žųŲę¬Ū¾ĪŻ
2.3 ╬─╝■ī”Ž¾─Żą═
į┌╣ż╦ć╬─╝■Ą─Ė³Ė─▀^│╠ųąŻ¼×ķ┤_▒Ż╣ż╦ćĖ³Ė─Ą─ėąą¦ąįĪó┐ŲīWąį║══Ļš¹ąįŻ¼╬ęéāĮY║Ž╣ż╦ćĖ³Ė─▀^│╠╣▄└ĒąĶŪ¾ĘųäeśŗĮ©┴╦╣ż╦ć╬─╝■ī”Ž¾─Żą═Īó╣ż╦ć╬─╝■Ė³Ė─å╬─Żą═║═╣ż╦ćĖ³Ė─ų¬ūRÄņ─Żą═ĪŻ
2.3.1 ╣ż╦ć╬─╝■ī”Ž¾─Żą═
╣ż╦ć╬─╝■ī”Ž¾╩ūŽ╚æ¬░³║¼╣ż╦ć╬─╝■Ą─╗∙▒Šī┘ąįą┼ŽóŻ¼└²╚ń╬─╝■ŅÉą═Īó╦∙ėąš▀Īóī”æ¬┴Ń▓┐╝■ą┼ŽóĪóäōĮ©╚šŲ┌Ą╚Ż╗Ųõ┤╬Ż¼╣ż╦ć╬─╝■ī”Ž¾æ¬░³║¼ļŖūė░µ╣ż╦ć╬─╝■ī”Ž¾▒Š╔ĒĪŻĖ∙ō■æ¬ė├ąĶŪ¾╬ęéā▀Ć╠Ē╝ė┴╦ĻP┬ō╣ż╦ć╬─╝■ą┼ŽóĪółDą╬ī”Ž¾╬─╝■ą┼ŽóĪóPBOMī”Ž¾Īó╣żĢrī┘ąįą┼ŽóĪó┴Ń▓┐╝■ą┼ŽóĪóĀŅæBą┼ŽóĪŻśŗĮ©Ą─╣ż╦ć╬─╝■ī”Ž¾─Żą═╚ńłD6╦∙╩ŠĪŻ
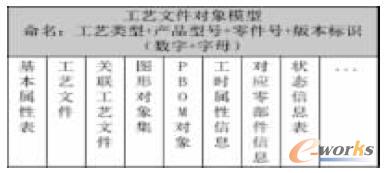
łD6 ╣ż╦ć╬─╝■ī”Ž¾─Żą═
į┌įō─Żą═ųąŻ¼╗∙▒Šī┘ąį▒Ēė├üĒ┤µā”╣ż╦ć╬─╝■ī”Ž¾╗∙▒Šą┼ŽóŻ╗ĻP┬ō╣ż╦ć╬─╝■░³║¼ģfŠÄ/öUŠÄ╣ż╦ćĄ╚ą┼ŽóŻ╗łDą╬ī”Ž¾╝»┤µĘ┼╣ż╦ć╬─╝■ųą╦∙ėąĄ─╣żą“łDą╬ęį▒ѬÜ┴óŠÄ▌ŗ╣▄└ĒŻ╗ī”æ¬┴Ń▓┐╝■ą┼ŽóųĖĄ─╩Ū╣ż╦ć╬─╝■╦∙ī”æ¬Ą─┴Ń▓┐╝■ī”Ž¾įö╝Üą┼ŽóŻ╗ĀŅæBą┼Žó╩ŪųĖ╣ż╦ć╬─╝■╦∙╠ÄĄ─ĀŅæBŻ¼└²╚ńŠÄ▌ŗĀŅæBĪó┴„│╠ųąĀŅæBęį╝░ĘĮĘ©ÜwÖnĀŅæBĪŻ
į┌TCųąī”ļŖūė░µ╣ż╦ć╬─╝■ī”Ž¾Ęų░µ▒Š┤µā”ĪŻ«ö├┐┤╬ī”╣ż╦ć╬─╝■ī”Ž¾Ė³Ė─Ą─Ģr║“Ż¼Š═Ģ■ī”Ųõ▀Mąą╔²░µŻ¼└¹ė├░µ▒Š║¾ŠYś╦ūRĘ¹╝ėęįģ^äeŻ¼╩╣Ą├ė├æ¶į┌ą▐Ė─Īó▒Ż┤µ╣ż╦ć╬─╝■║¾─▄ē“ūĘ╦▌╬┤ą▐Ė─ų«Ū░░µ▒ŠĪŻ
2.3.2 ╣ż╦ć╬─╝■Ė³Ė─ą┼Žó─Żą═
×ķ┤_▒Ż╣ż╦ćĖ³Ė─ėøõøĄ─ėąą¦ąįĪó═Ļš¹ąįŻ¼įOėŗ┴╦═Ļš¹╣ż╦ćĖ³Ė─ėøõøą┼Žó─Żą═ĪŻ
į┌īŹļH╣ż╦ćĖ³Ė─å╬╔·│╔▀^│╠ųąŻ¼Ė∙ō■ęį╔ŽĄ─ą┼Žó─Żą═īó╣ż╦ćĖ³Ė─öĄō■ĮYśŗ╗»Ż¼īŹ¼F▓┐Ęųā╚╚▌░ūäė╠ŅīæĄ─╣”─▄Ż¼ėą└¹ė┌╠ßĖ▀╣ż╦ćĖ³Ė─Ą─ą¦┬╩║═┘|┴┐ĪŻ═¼ĢrŻ¼×ķ┴╦┤_▒Ż╣ż╦ćĖ³Ė─å╬╠ŅīæĄ─ėąą¦ąįŻ¼╣ż╦ćĖ³Ė─å╬╩ųäė╠Ņīæ▓┐Ęųā╚╚▌æ¬═Ļš¹ĪóŪÕ╬·├„┴╦Ż¼═╗│÷ųž³cĪŻ
ę╗Ę▌╣ż╦ć╬─╝■Ą─ę╗┤╬Ė³Ė─ī”æ¬ę╗éĆĖ³Ė─å╬╠¢Ż¼ŠÄ╠¢ęÄätĖ∙ō■īŹļHąĶŪ¾░ūąąČ©┴xŻ¼└²╚ń“Gg”+Ė³Ė─Ęųå╬╬╗+«aŲĘą═╠¢+Ēśą“╠¢+Ė³Ė──ĻĪŻ
2.3.3 ╣ż╦ćĖ³Ė─ų¬ūRÄņ─Żą═
Å─ķL▀h┐╝æ]Ż¼Ų¾śIį┌▀Mąą╣ż╦ćĖ³Ė─ĢrŻ¼│²┴╦ę¬ØMūŃ«öŪ░╔·«aąĶŪ¾Ż¼▀Ćæ¬įōĘe└█╣ż╦ćĖ³Ė─▀^│╠ųąĄ─ųžę¬ų¬ūRĮø“ׯ¼Į©┴óī┘ė┌ūį╝║Ą─╣ż╦ćĖ³Ė─ų¬ūRÄņŻ¼ė├üĒųĖī¦Ų¾śI╬┤üĒĄ─«aŲĘįOėŗŻ¼▓╗öÓ£p╔┘╗“▒▄├Ō▓╗▒žę¬Ą─╣ż╦ćĖ³Ė─Ż¼╩╣Ą├Ų¾śIį┌▀Mąą╣ż╦ćĖ³Ė─Ą─═¼Ģr─▄ē“│įę╗ēqķLę╗ųŪŻ¼žSĖ╗Ų¾śIĄ─ų¬ūR┘Yį┤Ż¼į÷ÅŖūį╔ĒĄ─ĖéĀÄ┴”ĪŻ
┐╔ęį═©▀^╣ż╦ćĖ³Ė─å╬╠¢ĪóĖ³Ė─╣żą“╠¢║═Ė³Ė─Ēōę╗ąą┤_Č©─│ę╗┤╬Š▀¾wĄ─Ė³Ė─ėøõøĪŻ╣ż╦ć╬─╝■├¹═∙═∙┐╔ęįĘ┤ė│╣ż╦ć╬─╝■Ą─æ¬ė├ī”Ž¾Ż╗ĻPµIūųė├ė┌╦č╦„▓ķįāŻ╗Ė³Ė─├Ķ╩÷╠Ņīææ¬ŪÕ╬·├„┴╦Ż¼─▄ē“Ę┤ė│╣ż╦ćĖ³Ė─Š▀¾wŪķørŻ╗×ķ┴╦▒Ē├„īŹļH╣ż╦ćĖ³Ė─ą¦╣¹Ż¼╬ęéā╠Ē╝ė┴╦╣ż╦ćĖ³Ė─įu╣└ĒŚŻ¼ę╗░Ńį┌╣ż╦ćĖ³Ė─īŹ╩®ę╗Č╬Ģrķgęį║¾ė╔īŻķT╚╦åT╠ŅīæĪŻ
3 ╣ż╦ćĖ³Ė─¾wŽĄśŗĮ©╝░īŹ¼F▀^│╠
═©▀^ī”╣ż╦ćĖ³Ė─Ą─æ¬ė├╣”─▄ąĶŪ¾▀MąąĘų╬÷┐éĮYŻ¼╗∙ė┌╬„▒▒╣żśI┤¾īWĄ─CAPPFramework 2007║═╬„ķTūėĄ─Teamcenter 8ģf═¼æ¬ė├ŲĮ┼_śŗĮ©┴╦╚ńłD7╦∙╩ŠĄ─╣ż╦ćĖ³Ė─¾wŽĄĪŻCAPPFrameworkŠ▀ėą╣ż╦ć╬─╝■╝░Ė³Ė─å╬ŠÄ▌ŗĪó└LųŲ╣żą“łDĪó╠ßĮ╗╣ż╦ćöĄō■Ą╚╣”─▄Ż¼╦³┼cTCų«ķg═©▀^╝sČ©Ą─XMLĖ±╩ĮĄ─Įė┐┌╬─╝■é„▌ööĄō■Ż¼ę└┐┐TCĄ─«aŲĘöĄō■╣▄└ĒĪó╚╦åTĮM┐Ś╣▄└Ē╝░╣żū„┴„│╠╣▄└ĒīŹ¼Fš¹éĆ╣ż╦ćĖ³Ė─śIäš▀^│╠ĪŻįō¾wŽĄųąĄ─ĻP┬ōĖ³Ė─▒ŻūCÖCųŲė├ė┌į┌╣ż╦ć╬─╝■Ė³Ė─īÅ┼·╔·ą¦ęį║¾Ė³ą┬PBOMī”Ž¾▒ĒĪó╣żĢrī┘ąį▒ĒĄ╚Ųõ╦³ŽÓĻP┬ōą┼ŽóŻ¼▓óŽ“MESĪóERPĄ╚æ¬ė├ŽĄĮy░l│÷Ž¹Žó═©ų¬Ż¼┤_▒ŻĖ„ŽĄĮyųąĄ─«aŲĘ╣ż╦ćą┼Žóę╗ų┬Ż¼▒ŻūC╔·«aĒś└¹▀MąąĪŻ
łD7 ╣ż╦ćĖ³Ė─¾wŽĄ
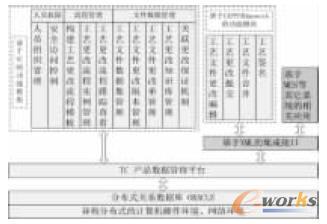
į┌TC┼cCAPPFramework╝»│╔æ¬ė├ŲĮ┼_ųąŻ¼š¹éĆ╣ż╦ćĖ³Ė─╠Ä└ĒīŹ¼F▀^│╠╚ńłD8╦∙╩ŠĪŻ
łD8 ╣ż╦ćĖ³Ė─īŹ¼F▀^│╠
4 ĮY╩°šZ
▒Š╬─ßśī”─│║Į┐šųŲįņŲ¾śI╣ż╦ćĖ³Ė─śIäšąĶŪ¾¼FĀŅ║═ęį═∙╣ż╦ćĖ³Ė─ĘĮĘ©Ą─▓╗ūŃŻ¼ĮY║Ž║Į┐šÅ═ļs«aŲĘĄ─╠ž³cŻ¼╠ß│÷┴╦├µŽ“PLMĄ─ģf═¼╣ż╦ćĖ³Ė─ĘĮĘ©ĪŻęįCAPP-Framework┼cTC╝»│╔ķ_░l×ķ╗∙ĄAŻ¼śŗĮ©┴╦ģf═¼╣ż╦ćĖ³Ė─¾wŽĄŻ¼▓óī”╣ż╦ćĖ³Ė─į┌įō╝»│╔ŁhŠ│Ž┬Ą─īŹ¼F▀^│╠▀Mąą┴╦ĻU╩÷ĪŻ
īŹ█`▒Ē├„▒Š┤╬╠ß│÷Ą─╗∙ė┌Teamcenter┼cCAPPģf═¼æ¬ė├Ą─╣ż╦ćĖ³Ė─ĘĮĘ©ŪąīŹ┐╔ąąĪŻįōĘĮĘ©į┌ØMūŃ║Į┐šÅ═ļs«aŲĘī”╣ż╦ćĖ³Ė─Ą─┐╔┐žąįĪóĖ³Ė─ÅžĄūąįĘĮ├µĄ─ć└Ė±ę¬Ū¾Ą─═¼Ģr┤¾┤¾╠ßĖ▀┴╦╣ż╦ćĖ³Ė─Ą─ą¦┬╩║═┘|┴┐ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║PLMģf═¼ŁhŠ│Ž┬║Į┐šÅ═ļs«aŲĘ╣ż╦ćĖ³Ė─╝╝ąg蹊┐
▒Š╬─ŠWųĘŻ║http://www.vmgcyvh.cn/html/solutions/14019310940.html