1.╦┘Č╚┐žųŲ╣”─▄
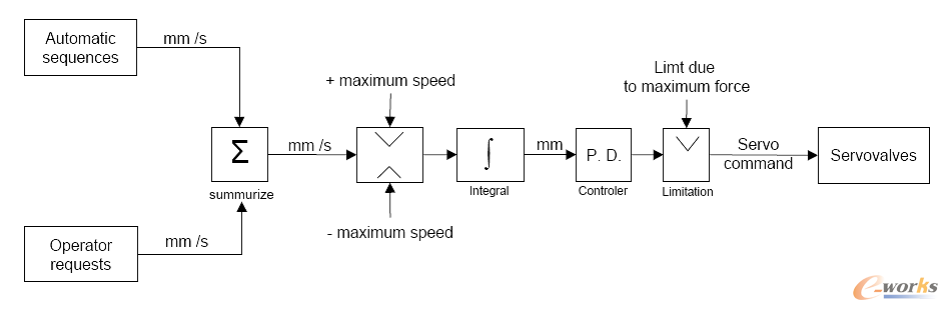
ŅA(y©┤)│Cų▒ÖC(j©®)Ą─╦┘Č╚┐žųŲ╩Ū╬’┴Žé„▌ö?sh©┤)─ųžę¬─ŻēKų«ę╗Ż¼ų„ę¬ßśī”(du©¼)╔Žė╬└õģsįO(sh©©)éõMULPIC║═Ž┬ė╬įO(sh©©)éõĄ─▌üĄ└ĘųĮM┐žųŲŻ¼┼c«a(ch©Żn)ŠĆĄ─╚½ūįäė(d©░ng)┐žųŲųąĄ─õō░Õ┐žųŲöĄ(sh©┤)┴┐ėąų°Šo├▄Ą─┬ō(li©ón)ŽĄĪŻų„ę¬ėąŻ║Ż©1Ż®▌üĄ└═¼▓Į║═┐žųŲŻ¼ų„ę¬īŹ(sh©¬)¼F(xi©żn)õō░Õį┌▌üĄ└╔Ž▀\(y©┤n)▌ö┼c╔ŽŽ┬ė╬įO(sh©©)éõĄ─╦┘Č╚Ųź┼õ┐žųŲŻ╗Ż©2Ż®┼cŲõ╦¹PLCĄ─═©ėŹĄ╚ĪŻ×ķ┴╦┐žųŲ│Cų▒ÖC(j©®)Ą─╚ļ┐┌║═│÷┐┌▌üĄ└Ż¼īóę╗ą®╗źµičbų├║═öĄ(sh©┤)ō■(j©┤)┼cžō(f©┤)ž¤(z©”)▌üĄ└┐žųŲĄ─PLCĄ─ŽÓĻP(gu©Īn)öĄ(sh©┤)ō■(j©┤)ŽÓ╗źĮ╗ōQĪŻ▌üĄ└┐žųŲįŁ└ĒłD╚ńłD1╦∙╩ŠŻ║

łD1 ▌üĄ└╦┘Č╚┐žųŲłD
Ż©ω*=╦┘Č╚ģó┐╝ųĄŻ©üĒ(l©ói)ūįPLCŻ®Ż¼ω=īŹ(sh©¬)ļH╦┘Č╚Ż¼Rω=╦┘Č╚š{(di©żo)╣Ø(ji©”)Ų„Ż®
┤╦╣”─▄ė├ė┌Ė─ūā│Cų▒ÖC(j©®)ģ^(q©▒)ė“╦┘Č╚ĪŻ×ķ┴╦▀_(d©ó)ĄĮ╦┘Č╚ŲĮĘĆ(w©¦n)Ė─ūā║═Ģr(sh©¬)ķgŽ¹║─ķgĄ─ūŅ╝čŲĮ║ŌŻ¼▀xō±╝ė╦┘║═£p╦┘ųĄĪŻ┤╦╦┘Č╚æ¬(y©®ng)ė├┼c│Cų▒▀^(gu©░)│╠ųąĄ─│Cų▒▌üŻ¼ė╔┐žųŲįO(sh©©)éõ╣▄└ĒĪŻ
2.│Cų▒ÖC(j©®)ų„¾w╣”─▄┐žųŲ
į┌╚½▓┐ūįäė(d©░ng)╗»─Ż╩ĮŽ┬Ż¼ę¦╚ļĪó│Cų▒Īó╝░│÷╬▓╦┘Č╚ģó┐╝ųĄĢ■(hu©¼)ūįäė(d©░ng)Ąžė╔Č■╝ē(j©¬)─Żą═ėŗ(j©¼)╦Ń│÷üĒ(l©ói)Ż¼▓óĖ∙ō■(j©┤)õō░Õ╬╗ų├═©▀^(gu©░)S-Rampæ¬(y©®ng)ė├ĄĮé„äė(d©░ng)čbų├╔ŽĪŻ▓┘ū„╣ż┐╔ęįė├ų„┐žųŲ┼_(t©ói)╔ŽĄ─▓┘ū„╩ų▒·╩ųäė(d©░ng)ęŲäė(d©░ng)/╗“│Cų▒õō░ÕĪŻ╚ńłD2╦∙╩ŠŻ║
łD2 │Cų▒ÖC(j©®)HGCŽĄĮy(t©»ng)┐žųŲłD
2.1░▓╚½╣”─▄
╦┘Č╚┐žųŲĄ─░▓╚½╣”─▄┐╔ęįė╔▓┘ū„╣ż═©▀^(gu©░)░┤Ōo╗“ūįäė(d©░ng)═©▀^(gu©░)ė▓╝■║═▄ø╝■┐žųŲŻ¼üĒ(l©ói)åóäė(d©░ng)░▓╚½įO(sh©©)ų├Ż¼╚ńŻ║│Cų▒ÖC(j©®)ų„¾wĄ─š²│Ż═Żų╣Īó┐ņ═Ż║═╝▒═ŻĄ╚▓┘ū„ĪŻ╝▒═ŻŪķørŽ┬Ż¼▀M(j©¼n)ąąęįŽ┬▓┘ū„Ż║
1)Å─│Cų▒ÖC(j©®)ģ^(q©▒)ė“ĄĮ╦┘Č╚┐žųŲĄ─═Żų╣šł(q©½ng)Ū¾ĪŻ
2)HGCĄ─╬╗ų├ģó┐╝ųĄįO(sh©©)×ķ┴Ń▓óīó┐žųŲ╗ž┬Ę┤“ķ_ĪŻ
3)├┐éĆ(g©©)HGCĄ─╦┼Ę■-▒╚└²ķy═Ļ╚½┤“ķ_Ż¼ė├ė┌īóā╚(n©©i)ÅĮé╚(c©©)ė═ŪÕ┐šĄĮė═Žõ└’Ż©ė═┼┼ĄĮė═Žõā╚(n©©i)Ż®ĪŻ
4)╚ń╣¹▒žę¬Ą─įÆŻ¼├┐éĆ(g©©)HGC┐ņ╦┘┤“ķ_ķy┐žųŲė├ė┌Ė³┐ņ╦┘ĄžŪÕ┐šā╚(n©©i)ÅĮŪ╗ĪŻ
5)╬╗ų├╔ŽĄ─Ė„░▓╚½ķyė├ė┌╩╣ē║┴”ū▀Ž“ĘĄ╗ž╗ž┬ĘĪŻ
6)┤“ķ_▀BŚUē║┴”ķyĪŻ
╚╗║¾│Cų▒ÖC(j©®)┐ņ╦┘┤“ķ_ĪŻ«ö(d©Īng)Õe(cu©░)š`Ž¹╩¦Ż¼▓┘ū„╣ż▒žĒÜ═©ų¬ł¾(b©żo)Š»Ż¼į╩įSĻP(gu©Īn)ķ]╗“ųžą┬čb┼õHGC╗ž┬ĘĪŻ
2.2ę║ē║Ėū▌ü┐p┐žųŲ
╔Ž▌üŽĄČ©╬╗ė╔╦─éĆ(g©©)ę║ē║õō▓┘┐vĪŻ▀@ą®ķL(zh©Żng)ø_│╠ę║ē║Ėū░▓čbį┌│Cų▒ÖC(j©®)ÖC(j©®)╝▄Ą─╔Ž▓┐ĘųĪŻ├┐éĆ(g©©)ę║ē║Ėū═©▀^(gu©░)ę╗éĆ(g©©)ę║ē║▌ü┐p┐žųŲ─ŻēKė╔ę╗éĆ(g©©)╦┼Ę■▒╚└²ķy┐žųŲĪŻ├┐éĆ(g©©)ę║ē║ĖūČ╝┼õėąę╗éĆ(g©©)╬╗ų├é„ĖąŲ„║═ę╗éĆ(g©©)ē║┴”é„ĖąŲ„ĪŻHGC┐žųŲĘų│╔╚²éĆ(g©©)ų„ę¬╣”─▄Ż║╬╗ų├ģó┐╝┤_┴óĪóų„ę¬╗ž┬ĘĪó░▓╚½įO(sh©©)éõĄ╚ĪŻ▀@ą®ģóöĄ(sh©┤)═©▀^(gu©░)▌ü┐p┼żŠžš{(di©żo)š¹╗“▓┘ū„╣ż▓┘┐v┐žųŲ╬╗ų├└ŁŚUė╔ūįäė(d©░ng)ęŲäė(d©░ng)üĒ(l©ói)┤_Č©ĪŻ
2.3ģó┐╝ųĄėŗ(j©¼)╦Ń
╦∙ėąĄ─╦┘Č╚šł(q©½ng)Ū¾üĒ(l©ói)ūįūįäė(d©░ng)ęŲäė(d©░ng)Ż¼▓┘ū„└ŁŚUė├ė┌«a(ch©Żn)╔·Ż║ė├ė┌Ą┌1ī”(du©¼)Ą─ę╗éĆ(g©©)╚½│╠ŲĮŠ∙╦┘Č╚ęŲäė(d©░ng)║═ė├ė┌Ą┌2ī”(du©¼)Ą─ę╗éĆ(g©©)╚½│╠ŲĮŠ∙╦┘Č╚ęŲäė(d©░ng)ĪŻ╚╗║¾īó▀@ą®╦┘Č╚ęŲäė(d©░ng)š¹║Ž│╔╚½│╠Č©╬╗ģó┐╝ųĄĪŻ▀@ą®ģó┐╝ųĄį┘▌ö╦═ĄĮų„╗ž┬ĘųąĪŻ
š¹║Žų«Ū░Ż¼Ž▐ųŲ╦┘Č╚┐é┴┐Ż¼ęį▒▄├Ō│¼▀^(gu©░)HGCĄ─ūŅ┤¾╦┘Č╚ĪŻ╬╗ų├ģó┐╝ųĄė╔HGCūŅ┤¾ø_│╠Īóé„äė(d©░ng)é╚(c©©)║═ĘŪé„äė(d©░ng)é╚(c©©)ķgĄ─ūŅ┤¾į╩įSāAą▒Č╚ęį╝░╚ļ┐┌║═│÷┐┌╬╗ų├ķgĄ─ūŅ┤¾▓ŅųĄøQČ©Ą─ĪŻ
2.4▌ü┐p┼żŠžš{(di©żo)š¹
▌ü┐p┼żŠžš{(di©żo)š¹ų╝į┌═©▀^(gu©░)ĻP(gu©Īn)ķ]╗“┤“ķ_▌ü┐pŻ©āHį┌╚ļ┐┌é╚(c©©)Ż®░┤ššČ■╝ē(j©¬)╔·│╔Ą─┼żŠžŅA(y©┤)įO(sh©©)▀M(j©¼n)ąąõō░Õ│Cų▒ĪŻ
īó┼żŠžĄ─┐é║═┼c┼żŠžģó┐╝ųĄ▒╚▌^Ż¼īóČ■╝ē(j©¬)╔·│╔Ą─ųĄ┼cŪ░├µ▒╚▌^Ą─š`▓ŅŽÓ│╦Ż¼üĒ(l©ói)Ė─ūā▌ü┐pš`▓ŅĪŻ╚╗║¾īó▀@éĆ(g©©)▌ü┐pš`▓ŅŪ¾ĘeĘųŻ¼Ą├ĄĮę╗éĆ(g©©)▌ü┐pą▐š²ųĄŻ¼ė├ė┌╚ļ┐┌é╚(c©©)│Cų▒ÖC(j©®)▌ü┐pĄ─š{(di©żo)š¹║═įO(sh©©)Č©ĪŻ
2.5ų„╗ž┬Ę
ę║ē║Ėūį┌ę╗éĆ(g©©)ķ]Łh(hu©ón)╗ž┬Ęųąå╬¬Ü(d©▓)┐žųŲĪŻ╬╗ų├│▀┤ń║═ĄĮ▀_(d©ó)╬╗ų├ķgĄ─▓ŅųĄą╬│╔┴╦Ę┤üĄĮ╬╗ų├┐žųŲ╗ž┬ĘĄ─Õe(cu©░)š`ą┼╠¢(h©żo)ĪŻ┐žųŲŲ„×ķPŻ©▒╚└²Ż®ą═ĪŻ
Ė„┐žųŲŲ„Ą─į÷┴┐▒╗äė(d©░ng)æB(t©żi)š{(di©żo)š¹ęį▀mæ¬(y©®ng)│Cų▒┴”║═HGC▀\(y©┤n)äė(d©░ng)Ą─ĘĮŽ“ĪŻ▀@╩╣═Ļš¹╗ž┬ĘŠĆąį╗»▓óėŗ(j©¼)╦ŃĖ∙ō■(j©┤)ē║ĮĄĖ─ūāĄ─╦┼Ę■-▒╚└²ķyĒææ¬(y©®ng)ĪŻ
į┌╦┼Ę■-Ęų┼õŲ„├³┴Ņł╠(zh©¬)ąąų«Ū░Ż¼īóē║┴”Łh(hu©ón)į÷╝ėĄĮ¢┼╔ŽĄ─ę╗éĆ(g©©)╬╗ų├ĪŻ╚ń╣¹ē║┴”ā╚(n©©i)▓┐HGC▀^(gu©░)ė┌ĮėĮ³ūŅ┤¾ē║┴”Ž▐ųŲŻ¼į╩įS╗ž┬Ę┐žųŲ╦┼Ę■-Ęų┼õŲ„Ż©┤·╠µ╬╗ų├╗ž┬ĘŻ®ĪŻ
3.ūįäė(d©░ng)┐žųŲĒśą“
3.1ŅA(y©┤)Č©╬╗
į┌Ņ^▓┐ę¦╚ļų«Ū░Ż¼│Cų▒ÖC(j©®)▒žĒÜĖ∙ō■(j©┤)ŅA(y©┤)įO(sh©©)ųĄČ©╬╗Ż¼═¼Ģr(sh©¬)▀M(j©¼n)ąąĄ─▓Į¾Ešł(q©½ng)Ū¾Ż║īó╦─éĆ(g©©)HGC▀\(y©┤n)äė(d©░ng)åóäė(d©░ng)ĄĮŅA(y©┤)Č©╬╗ų├+ę¦╚ļŲ½ų├ųĄĪŻ«ö(d©Īng)╦∙ėąĄ─▀\(y©┤n)äė(d©░ng)═Ļ│╔Ģr(sh©¬)Ż¼│Cų▒ÖC(j©®)▀M(j©¼n)ąą“ŅA(y©┤)Č©╬╗”▓ó┐╔ęįķ_╩╝ę¦╚ļĪŻ
3.2│Cų▒ÖC(j©®)ś╦(bi©Īo)Č©
┤╦▓Į¾EĄ──┐Ą─╩Ūś╦(bi©Īo)Č©│Cų▒ÖC(j©®)Ż¼╩╣╔Ž▌üŽĄ┼cŽ┬▌üŽĄŲĮąąĪŻīó╬╗ų├ā”(ch©│)┤µŻ¼▓óį┌╦∙ėą│Cų▒▀^(gu©░)│╠ųąū„×ķģóöĄ(sh©┤)╩╣ė├ĪŻė╔ė┌ģóöĄ(sh©┤)ųĄė╔▌üŽĄøQČ©Ż¼┤╦▓Į¾E▒žĒÜ╩Ūų┴╔┘į┌Ė„▌üŽĄĖ³ōQ═Ļ«ģ║¾ė╔▓┘ū„╣żåóäė(d©░ng)ĪŻ┤╦▓Į¾EąĶę¬ę╗éĆ(g©©)ś╦(bi©Īo)Č©õō░ÕŻ¼└ĒŽļĀŅæB(t©żi)Ž┬æ¬(y©®ng)ø](m©”i)ėąŲĮ├µČ╚╚▒Ž▌Ūęėąę╗éĆ(g©©)ęčų¬Ą─║ŃČ©║±Č╚ĪŻ│Cų▒ÖC(j©®)═Ļ╚½┤“ķ_Ģr(sh©¬)Ż¼ś╦(bi©Īo)Č©õō░ÕĘ┼ų├į┌╔Ž▌üŽĄŽ┬├µĪŻ«ö(d©Īng)õō░ÕČ©╬╗Ģr(sh©¬)Ż¼╦─éĆ(g©©)HGCĢ■(hu©¼)ūįäė(d©░ng)Ž┬ē║ų▒ĄĮś╦(bi©Īo)Č©┴”ĄĮ▀_(d©ó)Ė„ę║ē║ĖūĪŻ«ö(d©Īng)╦─éĆ(g©©)HGC×ķ═¼ę╗ś╦(bi©Īo)Č©┴”Ż¼ėøõøŽ┬╦³éāĄ─╬╗ų├▓óš{(di©żo)╚ļś╦(bi©Īo)Č©╬╗ų├ĪŻ
3.3┐šĄ└┤╬
░┤ššęÄ(gu©®)Č©Ą─▌ü┐p╗“õō░Õ║±Č╚+Ų½ų├ųĄ▌p▌p┤“ķ_│Cų▒ÖC(j©®)ĪŻę¬Ū¾×ķ┴╦ĄĮ▀_(d©ó)▌ü┐pŻ¼╦─éĆ(g©©)HGCę║ē║Ėū╗žĄĮįŁ╬╗Īó▄łųŲŠĆ╔Ž╚ļ┐┌║═│÷┐┌Ž┬▌üĄ─╬╗ų├╗žĄĮįŁ╬╗ĪŻ«ö(d©Īng)╦∙ėąĄ─ęŲäė(d©░ng)═Ļ│╔Ģr(sh©¬)Ż¼īóõō░Õé„╦═ĄĮ│Cų▒ÖC(j©®)Ą─┴Ēę╗é╚(c©©)╩╣ŲõŪ░Č╦į┌¤ßÖzHMDŽ┬├µĪŻ
3.4═Ļ╚½┤“ķ_
įO(sh©©)ėŗ(j©¼)┤╦▓Į¾Eė├ė┌═Ļ╚½┤“ķ_│Cų▒ÖC(j©®)ĪŻęįŽ┬▓Į¾Eę¬Ū¾═¼Ģr(sh©¬)▀M(j©¼n)ąąŻ║═Ļ╚½│Ę╗ž╦─éĆ(g©©)HGCę║ē║ĖūĪóīóÅØ▌üę║ē║Ėū╬╗ų├ų├┴ŃŻ©│Cų▒▌ü▓╗ÅØŻ®Īóį┌▄łųŲŠĆ╔Ž│Ę╗ž╚ļ┐┌║═│÷┐┌Ž┬▌üĪó«ö(d©Īng)╦∙ėąĄ─▀\(y©┤n)äė(d©░ng)═Ļ│╔Ģr(sh©¬)Ż¼│Cų▒ÖC(j©®)“═Ļ╚½┤“ķ_”ĪŻ
4.▌oų·╣”─▄
4.1╔Žē║┐“╝▄ŲĮ║Ō
╔Žē║┐“╝▄ė╔╦─éĆ(g©©)žō(f©┤)ž¤(z©”)ų¦ō╬║═▒Ż│ų┼c4éĆ(g©©)▄łųŲ┴”Ż©HGCŻ®ĖūŽÓĮėė|Ą─ę║ē║Ėū“æęÆņ”į┌ÖC(j©®)Ų„ų„ÖC(j©®)╝▄╔ŽĪŻę“┤╦Ż¼ę║ē║ĖūųąĄ─ē║┴”▒╚╔Žē║┐“╝▄+╔Ž▌üŽĄųž┴┐╦∙ąĶĄ─ų¦ō╬┴”╔į┤¾ę╗ą®ĪŻį┌š²│ŻĄ─▓┘ū„║═▌üŽĄęŲ│²▀^(gu©░)│╠ųąŻ¼ŲĮ║Ōę║ē║ĖūĢ■(hu©¼)į┌ŲĮ║Ō─Ż╩ĮŽ┬ūįäė(d©░ng)åóäė(d©░ng)ĪŻ
4.2▌SŖAŠoŽĄĮy(t©»ng)
▌SŖAŠoŽĄĮy(t©»ng)╩Ūę╗éĆ(g©©)į┌ōQ▌üŽĄ▀^(gu©░)│╠ųą╩╣▌S▒Ż│ųČ©╬╗Ą─ŽĄĮy(t©»ng)Ż¼╦³╩╣┬ō(li©ón)ĮY(ji©”)Ų„▒Ż│ųį┌ŽÓ═¼Ą─┤╣ų▒║═╦«ŲĮ╬╗ų├╔ŽŪę╩╣ŪČ╚ļ▓┘ū„║═░╬│÷▓┘ū„į┌═¼ę╗ĘĮŽ“╔ŽĪŻ
4.2.1įO(sh©©)éõų„ę¬ĮM│╔
1)ę╗éĆ(g©©)Ž┬ÖM┴║┼õėąė├ė┌ų¦ō╬Ž┬┬ō(li©ón)▌SŲ„Ą─ęrē|ĪŻ╔²Ė▀║═Ž┬ĮĄäė(d©░ng)ū„═©▀^(gu©░)ļŖÖC(j©®)é„äė(d©░ng)üĒ(l©ói)īŹ(sh©¬)¼F(xi©żn)ĪŻ
2)ŽÓ╗źĮėĮ³▓ó┼cŽ┬▌SŖAŠoĄ─ųąķgÖM┴║ĪŻ
3)ę╗éĆ(g©©)┼õėą┼c╔Ž┬ō(li©ón)▌SŲ„Įėė|Ą─ęrē|Ą─╔ŽÖM┴║ĪŻ
4)Å─╔ŽĄĮŽ┬┼õėą2×2ę║ē║ĖūŻ©╚ļ┐┌║═│÷┐┌é╚(c©©)Ż¼ė├ė┌╔ŽŽ┬ÖM┴║Ż®ĪŻŽ┬ę║ē║Ėūė╔Ž┬ÖM┴║ų¦ō╬▓óų¦ō╬ųąķg┐“╝▄ĪŻ╔Žę║ē║Ėūė╔ųąķgÖM┴║ų¦ō╬▓óų¦ō╬╔ŽÖM┴║ĪŻ
4.2.2▌SŖAŠoįŁät
1)╔²Ų┼cŽ┬▌SĮėė|Ą─Ž┬ÖM┴║Ż¼Ė∙ō■(j©┤)│Cų▒ÖC(j©®)▌ü?zh©żn)ėī?sh©¬)ļHų▒ÅĮČ©╬╗ĪŻ
2)┐┐Į³ųąķgÖM┴║▓ó═©▀^(gu©░)åóäė(d©░ng)Ž┬ę║ē║ĖūĮĄĄ═╦³éā╩╣Ųõ┼cŽ┬▌SĮėė|Ż¼ęį▒Ż│ųā╚(n©©i)▓┐ē║┴”ĪŻ╚╗║¾Ż¼ŖAŠoŽ┬▌SĪŻ
3)═©▀^(gu©░)åóäė(d©░ng)HGCę║ē║ĖūŻ¼īó╔Ž▌üŽĄĮĄĄ═ĄĮ╔Ž▌SŻ¼┼cųąķgÖM┴║Įėė|ĪŻ
4)═©▀^(gu©░)åóäė(d©░ng)╔Žę║ē║ĖūŻ¼ĮĄĄ═╔ŽÖM┴║Ż¼╩╣ų«┼c╔Ž▌SĮėė|Ż¼ęį▒Ż│ųā╚(n©©i)▓┐ē║┴”ĪŻ╚╗║¾Ż¼ŖAŠo╔Ž▌SĪŻ
╦╔ķ_▌SĢr(sh©¬)Ż¼│╠ą“ŽÓ═¼Ż¼Ēśą“ŽÓĘ┤ĪŻ╚ń╣¹ą┬▌Sų▒ÅĮ▓╗═¼Ż¼Ž┬ÖM┴║▒žĒÜųžą┬Č©╬╗ĪŻį┌ŠĆ┬Ęš²│Ż▓┘Ż¼ū„Ģr(sh©¬)Ż¼Ž┬ÖM┴║╬╗ė┌═Żų╣╬╗ų├Ż©Ž┬Ż®Ż¼ųąķgÖM┴║┤“ķ_Ż¼╔ŽÖM┴║╬╗ė┌═Żų╣╬╗ų├Ż©╔ŽŻ®ĪŻę║ē║Ėūį┌ā╔╩ęā╚(n©©i)¤o(w©▓)ē║┴”ĪŻį┌ōQ▌üŽĄĢr(sh©¬)Ż¼Ė∙ō■(j©┤)į┌Ū░ę╗š┬├Ķ╩÷Ą─įŁätåóäė(d©░ng)įO(sh©©)éõĪŻ▀\(y©┤n)äė(d©░ng)ė╔▓┘ū„╣żžō(f©┤)ž¤(z©”)Å─Š═Ąž┐žųŲ├µ░Õ╔Ž╩ųäė(d©░ng)╗“░ļūįäė(d©░ng)åóäė(d©░ng)ĪŻ
4.3▌üŽĄ░▓čb
▌üŽĄĄ─░▓čb▒žĒÜ┐╝æ]ā╔ĘNŪķørŻ║╔ŽŽ┬▌üŽĄ░▓čbŻ©ā╔éĆ(g©©)▌üŽĄŻ®ĪóāHŽ┬▌üŽĄ░▓čbā╔ĘNĘĮ╩ĮĪŻį┌┤╦▓┘ū„ųąŻ¼▓┘ū„╣żÖz▓ķę╗ŪąįO(sh©©)éõĀŅæB(t©żi)╩Ūʱš²│ŻĪŻ╦∙ėąį╩įSĄ─▓┘ū„Č╝ė╔▓┘ū„╣żžō(f©┤)ž¤(z©”)═Ļ│╔ĪŻ╚╬║╬Õe(cu©░)š`Ą─ąą×ķ┐╔─▄Ģ■(hu©¼)ī¦(d©Żo)ų┬įO(sh©©)éõ║═╚╦åTé¹║”ĪŻ▓┘ū„Ēśą“┐╔Ęų│╔7▓ĮŻ║╔Ž▌üŽĄŪČ╚ļŻ©«ö(d©Īng)▒žĒÜ░▓čb╦∙ėą▌üŽĄĢr(sh©¬)Ż®Īó╔Ž▌üŽĄŖAŠoŻ©«ö(d©Īng)▒žĒÜ░▓čb╦∙ėą▌üŽĄĢr(sh©¬)Ż®Īó╔Ž▌S╦╔ķ_ĪóŽ┬▌üŽĄŪČ╚ļĪóŽ┬▌S╦╔ķ_Īó╚╦╣żĖ╔ŅA(y©┤)Īó▄ø╣▄▀BĮėŻ¼ųąķg┐“╝▄Īó┐žųŲŽĄĮy(t©»ng)ųžåóŻ¼│Cų▒ÖC(j©®)╠Äė┌“READY“£╩(zh©│n)éõĀŅæB(t©żi)ĪŻ
4.3.1╔Ž▌üŽĄŪČ╚ļ
«ö(d©Īng)╔Ž▌üŽĄ╬╗ė┌Ž┬▌üŽĄ╔ŽĘĮĢr(sh©¬)Ż¼▓┘ū„╣ż▒žĒÜęŲäė(d©░ng)│Cų▒ÖC(j©®)└’Ą─═ą╝▄ĪŻ═©▀^(gu©░) ░┤ŌoÅ─ĘŪé„äė(d©░ng)é╚(c©©)Š═Ąž┐žųŲå╬į¬üĒ(l©ói)═Ļ│╔ĪŻ╔Ž▌üŽĄ▌ü?zh©żn)ė▒žĒÜ▀BĮėį┌╔Ž▌S╔ŽĪŻę“┤╦Ż¼×ķ┴╦š{(di©żo)£╩(zh©│n)▌ü?zh©żn)ė┬?li©ón)ĮY(ji©”)Ų„Ą─Ė„ÖC(j©®)ąĄįO(sh©©)éõŻ¼▓┘ū„╣ż┐╔ęį╩╣▌üŽĄ╗“Ž┬▌Sų¦╝▄▀\(y©┤n)äė(d©░ng)╗“į┌ā╔éĆ(g©©)ĘĮŽ“ŠÅ┬²▐D(zhu©Żn)äė(d©░ng)▌SĪŻ
░┤ŌoÅ─ĘŪé„äė(d©░ng)é╚(c©©)Š═Ąž┐žųŲå╬į¬üĒ(l©ói)═Ļ│╔ĪŻ╔Ž▌üŽĄ▌ü?zh©żn)ė▒žĒÜ▀BĮėį┌╔Ž▌S╔ŽĪŻę“┤╦Ż¼×ķ┴╦š{(di©żo)£╩(zh©│n)▌ü?zh©żn)ė┬?li©ón)ĮY(ji©”)Ų„Ą─Ė„ÖC(j©®)ąĄįO(sh©©)éõŻ¼▓┘ū„╣ż┐╔ęį╩╣▌üŽĄ╗“Ž┬▌Sų¦╝▄▀\(y©┤n)äė(d©░ng)╗“į┌ā╔éĆ(g©©)ĘĮŽ“ŠÅ┬²▐D(zhu©Żn)äė(d©░ng)▌SĪŻ
4.3.2╔Ž▌üŽĄŖAŠo
«ö(d©Īng)═ą╝▄▀M(j©¼n)╚ļ│Cų▒ÖC(j©®)Ż¼Ūę╔Ž▌S▀BĮėĄĮ╔Ž▌üŽĄ▌ü?zh©żn)ėĢr(sh©¬)Ż¼┐╔▀M(j©¼n)ąąęįŽ┬▓┘ū„ĪŻ═©▀^(gu©░)ŲĮ║Ō/╔²Ą§ę║ē║Ėū┤┘äė(d©░ng)čbų├Ż¼▒žĒÜīó╔Žē║┐“╝▄ĮĄĄ═ĄĮ─▄ē“┼c╔Ž▌üŽĄĮėė|ĪŻį┌├}ø_─Ż╩ĮŽ┬═©▀^(gu©░)░┤Ž┬“╔Žē║┐“╝▄↓”░┤ŌoīŹ(sh©¬)¼F(xi©żn)ĪŻ«ö(d©Īng)╔Žē║┐“╝▄┼c╔Ž▌üŽĄĮėė|Ģr(sh©¬)Ż¼┐╔į┌├}ø_─Ż╩ĮŽ┬═©▀^(gu©░)“▌üŽĄŖAŠo”░┤ŌoüĒ(l©ói)ŖAŠo▌üŽĄĪŻ═©▀^(gu©░)åóäė(d©░ng)ŖAŠoę║ē║ĖūŻ©╣▓4éĆ(g©©)Ż®╩╣╔Ž▌üŽĄūįäė(d©░ng)µiūĪĪŻ
4.3.3╔Ž▌S╦╔ķ_
«ö(d©Īng)╔Ž▌üŽĄŖAŠoĄĮ╔Žē║┐“╝▄╔ŽĢr(sh©¬)Ż¼┐╔▀M(j©¼n)ąąęįŽ┬▓┘ū„ĪŻ═©▀^(gu©░)īó╔ŽÖM┴║╔²Ė▀ĄĮĖ³Ė▀Ą─╬╗ų├Ż¼┐╔īó╔Ž▌S╦╔ķ_ĪŻ┐╔į┌├}ø_─Ż╩ĮŽ┬░┤Ž┬“╔Ž▌SŖAŠo/╦╔ķ_”░┤ŌoüĒ(l©ói)═Ļ│╔ĪŻ
═Ļ│╔║¾Ż¼ė├ŲĮ║Ō/╔²Ą§ę║ē║Ėū┤┘äė(d©░ng)čbų├īó╔Žē║┐“╝▄═Ļ╚½╔²ŲĪŻį┌├}ø_─Ż╩ĮŽ┬░┤Ž┬“╔Žē║┐“╝▄↑”░┤ŌoüĒ(l©ói)═Ļ│╔ĪŻ
4.3.4Ž┬▌üŽĄŪČ╚ļ
╔Ž▌üŽĄŖAŠo║¾Ż¼▒žĒÜīóŽ┬▌üŽĄ▌ü?zh©żn)ė▀BĮėĄĮŽ┬▌S╔ŽĪŻę“┤╦Ż¼×ķ┴╦š{(di©żo)£╩(zh©│n)▌ü?zh©żn)ė┬?li©ón)ĮY(ji©”)Ų„Ą─Ė„ÖC(j©®)ąĄįO(sh©©)éõŻ¼▓┘ū„╣ż┐╔ęį╩╣▌üŽĄ╗“Ž┬▌Sų¦╝▄▀\(y©┤n)äė(d©░ng)╗“į┌ā╔éĆ(g©©)ĘĮŽ“ŠÅ┬²▐D(zhu©Żn)äė(d©░ng)▌SĪŻ
ė├ ░┤ŌoŻ¼Å─é„äė(d©░ng)é╚(c©©)Š═Ąž┐žųŲå╬į¬ęŲäė(d©░ng)═ą╝▄ĪŻ
░┤ŌoŻ¼Å─é„äė(d©░ng)é╚(c©©)Š═Ąž┐žųŲå╬į¬ęŲäė(d©░ng)═ą╝▄ĪŻ
4.3.5Ž┬▌S╦╔ķ_
«ö(d©Īng)Ž┬▌üŽĄ▌ü?zh©żn)ė┼cŽ┬▌S▀BĮėĢr(sh©¬)Ż¼┐╔īóųąķg┐“╝▄╔²ĄĮūŅĖ▀╬╗ų├╩╣Ž┬▌S╦╔ķ_ĪŻ┐╔į┌├}ø_─Ż╩ĮŽ┬░┤“Ž┬▌SŖAŠo/╦╔ķ_”░┤Ōo═Ļ│╔ĪŻ
═©▀^(gu©░)“▌Sų¦╝▄↓”░┤Ōo═Ļ╚½╗“▓┐ĘųĄžĮĄĄ═▌Sų¦╝▄ĪŻ
4.3.6╩ųäė(d©░ng)Ė╔ŅA(y©┤)
░³└©Ż║┤“ķ_ųąķgÖM┴║ė├ė┌▌SŖAŠoĪóųžą┬▀BĮėĮėĄĮ▌üŽĄ╔ŽĄ─┴„¾w▄ø╣▄Īóųžą┬čb┼õ╔Ž▌üŽĄė═ÜŌ┼┼ą╣Ųń╣▄Ż©é„äė(d©░ng)é╚(c©©)║═ĘŪé„äė(d©░ng)é╚(c©©)Ż®Īó┤“ķ_┤Ą┴ūĄ─ē║┐s┐šÜŌ═Żų╣ķyĪó┤“ķ_╦«└õģsķyĄ╚ĪŻ
4.4┐žųŲŽĄĮy(t©»ng)ųžåó│Cų▒ÖC(j©®)“READY”
ųžåó│Cų▒ÖC(j©®)ų«Ū░Ż¼▓┘ū„╣żĄ─ž¤(z©”)╚╬Ģr(sh©¬)Öz▓ķę╗ŪąįO(sh©©)éõ┴╝║├Ūęø](m©”i)ėą╚╦åTį┌│Cų▒ÖC(j©®)╔Ž▀M(j©¼n)ąą╣żū„ĪŻ▓┘ū„åT┐╔═©▀^(gu©░)╚╦ÖC(j©®)Įń├µ═Ļ│╔│╠ą“ĪŻęįŽ┬▓┘ū„ūįäė(d©░ng)ł╠(zh©¬)ąąŻ║╔Žė╬║═Ž┬ė╬ī¦(d©Żo)░Õūįäė(d©░ng)Č©╬╗į┌ę╗ŚlŠĆ╔ŽĪóķ_åóąĶŪ¾ė═ÜŌčbų├Īóķ_åó╦«└õģs┐žųŲčbų├ĪŻ┤╦Ģr(sh©¬)Ż¼│Cų▒ÖC(j©®)┐žųŲŽĄĮy(t©»ng)▀M(j©¼n)ąąŽĄĮy(t©»ng)ųžåóŻ¼▓ó═©▀^(gu©░)ś╦(bi©Īo)Č©░ÕĄ─ūįäė(d©░ng)ś╦(bi©Īo)Č©│╠ą“į┌HMI▓┘ū„Įń├µ╔Ž▀M(j©¼n)ąą▌üŽĄĄ─ś╦(bi©Īo)Č©Ż¼┤_Č©║├▌üŽĄĄ─│§╩╝ĀŅæB(t©żi)Ż¼│Cų▒ÖC(j©®)╠Äė┌“READY”ĀŅæB(t©żi)Ż¼Ą╚┤²õō░ÕĄ─│Cų▒ĪŻ
5.ąĪĮY(ji©”)
ŅA(y©┤)│Cų▒ÖC(j©®)Ą─æ¬(y©®ng)ė├╠ßĖ▀┴╦õō░ÕĄ─░Õą╬┘|(zh©¼)┴┐Ż¼ŅA(y©┤)│Cų▒ÖC(j©®)Ą─ŲĮš¹ą¦╣¹ę▓ų▒Įėė░ĒæĄĮ║¾└m(x©┤)įO(sh©©)éõ¤ß│Cų▒ÖC(j©®)Ą─│Cų▒┘|(zh©¼)┴┐Ż¼─┐Ū░īÆ║±░ÕÅS└¹ė├│Cų▒ÖC(j©®)┐╔╔·«a(ch©Żn)X70ĪóSS400Ą╚Ė▀ÅŖ(qi©óng)Č╚ŲĘĘN░Õ30ėÓĘNŻ¼×ķ╔·«a(ch©Żn)Ė▀Č╦ųą║±░Õ«a(ch©Żn)ŲĘ╠ß╣®┐╔┐┐Ą─╝╝ąg(sh©┤)▒ŻšŽŻ¼×ķŲ¾śI(y©©)┌AĄ├┴╦ą¦ęµŻ¼Š▀ėąę╗Č©Ą─═ŲÅVār(ji©ż)ųĄĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.vmgcyvh.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║▄łõō«a(ch©Żn)ŠĆŅA(y©┤)│Cų▒ÖC(j©®)ūįäė(d©░ng)╗»┐žųŲŽĄĮy(t©»ng)╣”─▄║å(ji©Żn)╬÷Ż©Č■Ż®
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.vmgcyvh.cn/html/solutions/14019320534.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")