1 Ū░čį
ą©ÖM▄ł╣ż╦ćų„ę¬▀mė├ė┌Ħą²▐D¾wĄ─ļA╠▌▌SŅÉ┴Ń╝■Ą─╔·«aŻ¼╚ń▄ć▌vĪóā╚¤²ÖCĄ╚ūā╦┘ŽõųąĄ─Ė„ĘN²X▌å▌SĪó░läėÖCųąĄ─═╣▌å▌SĄ╚ĪŻę“ą©ÖM▄ł╣ż╦ćįOėŗ▓╗║Ž└Ē«a╔·Ą─│╔ą╬╚▒Ž▌╚ńČ╦Ņ^░╝ą─Īó▒Ē├µ┬▌ą²║█Īó▄ł╝■└Ł┐s╝░┐s╦╔┼c┐šČ┤Ą╚ę▓╩ŪįōŅÉ«aŲĘ╔·«aųąė÷ĄĮĄ─│ŻęŖļyŅ}ĪŻDEFORMĮī┘ą©ÖM▄ł│╔ą╬─ŻöM╝╝ąg┐╔īŹ¼F▌SŅÉ╝■Ą─│╔ą╬╣ż╦ć▀^│╠Ęų╬÷Ż¼ŅA£y▄łųŲ╚▒Ž▌Ż¼ā×╗»ą©ÖM▄ł╣ż╦ćģóöĄ╝░▄łųŲ─ŻŠ▀įOėŗĪŻ
2 ą©ÖM▄ł│╔ą╬╣ż╦ć╝╝ąg╝░╠ž³c
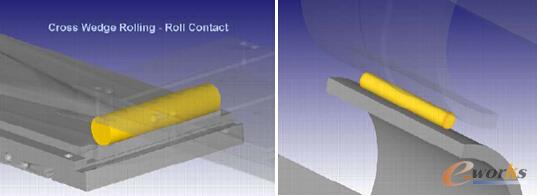
ą©ÖM▄ł│╔ą╬╩Ūį┌ā╔éĆ═¼Ž“ą²▐DĄ─▄ł▌ü─ŻŠ▀Ą─ą©ą╬═╣Ųū„ė├Ž┬Ħäė╣ż╝■ą²▐DŻ¼▓ó╩╣├½┼„«a╔·▀B└mŠų▓┐ūāą╬Ż¼ūŅĮK▄łųŲ│╔ą©ą╬┐ūą═Ą─Ė„ĘN┼_ļA▌SŻ¼▄łųŲ▀^│╠ųąų„ę¬×ķÅĮŽ“ē║┐s║═▌SŽ“└Ł╔ņūāą╬Ż¼╚ńłD1╦∙╩ŠĪŻ
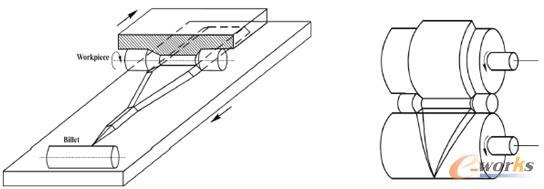
łD1 ą©ÖM▄ł│╔ą╬╣ż╦ćłD
┼cÕæįņĪóĶTįņ│╔ą╬╣ż╦ćŽÓ▒╚Ż¼ą©ÖM▄łėąųTČÓā׳cŻ║
1ĪóŠ▀ėąĖ▀Ą─╔·«aą¦┬╩ĪŻ├┐ĘųńŖ┐╔╔·«a6-25éĆ«aŲĘŻ¼╔·«aą¦┬╩ŲĮŠ∙╠ßĖ▀5-20▒ČĪŻ
2Īó▓─┴Ž└¹ė├┬╩Ė▀ĪŻĶTÕæ╝ė╣żĘĮ╩ĮŻ¼▓─┴Ž└¹ė├┬╩ę╗░Ńų╗ėą60%ū¾ėęŻ¼ą©ÖM▄ł│╔ą╬Ą─├┐éĆ«aŲĘų╗ōp╩¦┴ŽŅ^Ż¼└¹ė├┬╩▀_80%ęį╔ŽĪŻ
3Īó─ŻŠ▀ē█├³▌^ķLĪŻą©ÖM▄ł▀^│╠ųąŻ¼─ŻŠ▀╩▄┴”▌^ąĪŻ¼ę“┤╦─ŻŠ▀ē█├³▌^ķLĪŻ
4Īó╝ė╣żŠ½Č╚Ė▀ĪŻ¤ß▄ł╝■ÅĮŽ“│▀┤ń╣½▓Ņ┐╔┐žųŲį┌0.2-0.5mmŻ¼ķLČ╚│▀┤ń╣½▓Ņ┐╔ęį┐žųŲį┌0.1-1mmĪŻ
5Īó«aŲĘ┘|┴┐Ė▀ĪŻĮī┘į┌▄łųŲ▀^│╠ųąŻ¼Š¦┴ŻĄ├ĄĮ╝Ü╗»Ż¼«aŲĘÖCąĄąį─▄Ą├ĄĮ├„’@╠ßĖ▀ĪŻ
3 DEFORMą©ÖM▄ł│╔ą╬╣ż╦ćĘĮ░ĖĄ─╣żśIæ¬ė├
▒M╣▄ą©ÖM▄ł╣ż╦ćŠ▀ėą╔Ž╩÷ČÓĘNā׳cŻ¼Ą½╚¶╣ż╦ćģóöĄįOėŗĪó─ŻŠ▀ĮYśŗįOėŗĪó─”▓┴Śl╝■Ą╚▓╗║Ž└ĒätĢ■įņ│╔▄ł╝■│╔ą╬│▀┤ń▓╗║ŽĖ±Īó▄łųŲ┴”▀^┤¾Īó│÷¼FČ╦▓┐░╝ą─Īó▄ł╝■└Ł┐sĪó╝ė╣ż▀^│╠╣żŠ▀ĖZäėĪó▒Ē├µ┬▌ą²║█╝░ę“┬³ā╚╦╣┬³ą¦æ¬įņ│╔Ą─┐s╦╔╝░┐šČ┤Ą╚╚▒Ž▌Ż¼ć└ųžė░Ēæ«aŲĘ┘|┴┐ĪŻę“┤╦╚ń║╬▀Mąąą©ÖM▄ł╣ż╦ćģóöĄā×╗»╝░─ŻŠ▀ą©ą╬ĮYśŗįOėŗ│╔×ķąĶę¬ĮŌøQĄ─å¢Ņ}ĪŻė░Ēæą©ÖM▄ł│╔ą╬Ą─ę“╦ž░³└©ą©š╣ĮŪĪó│╔ą╬ĮŪĪóöÓ├µ┐s£p┬╩Īó─”▓┴ŽĄöĄĪóą²▐D╦┘Č╚Īó▄łųŲ£žČ╚Īó▄ł╝■│▀┤ńĄ╚Ż¼ę“┤╦╚ń║╬į┌╣ż╦ć╝░─ŻŠ▀įOėŗļAČ╬ā×╗»╣ż╦ćįOėŗģóöĄŻ¼╩Ū╠ßĖ▀ą©ÖM▄ł│╔ą╬Š½Č╚Ż¼ĮĄĄ═čą░l│╔▒ŠĄ─ųž³cĪŻą©ÖM▄łöĄųĄ─ŻöM╝╝ągš²ųØuæ¬ė├ė┌▌SŅÉ╝■▄łųŲ│╔ą╬╣ż╦ćĄ─╣żśI蹊┐Ż¼═©▀^ą©ÖM▄ł╣ż╦ć─ŻöMŻ¼┐╔╠ßŪ░ŅA£y│╔ą╬╚▒Ž▌Ż¼½@Ą├│╔ą╬│▀┤ńĪóæ¬┴”æ¬ūāĪó£žČ╚ūā╗»Īó▄łųŲ┴”Ą╚Ė„ĘN▄łųŲĮY╣¹Ż¼ųĖī¦ą©ÖM▄ł╣ż╦ć╝░─ŻŠ▀ĮYśŗĄ─įOėŗĪŻ
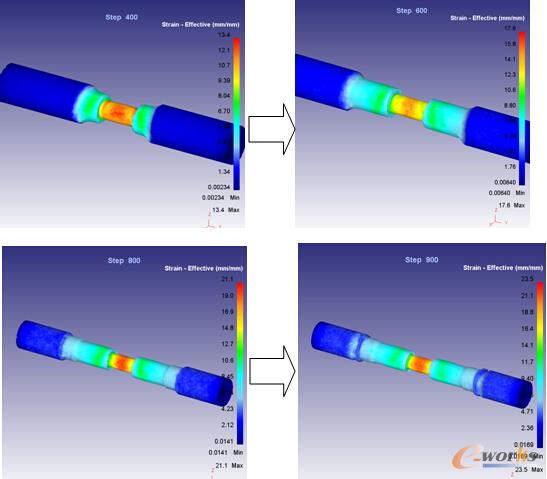
DEFORMą©ÖM▄ł│╔ą╬╝╝ąg┐╔┐╝æ]╣ż╝■į┌└õĪó¤ßŚl╝■Ž┬▄łųŲ╣ż╦ć▀^│╠Ą─ĘNĘNė░Ēæę“╦žĪŻ═©▀^Š½┤_─ŻöM▄łųŲ▀^│╠Ż¼½@Ą├æ¬┴”æ¬ūāĪó£žČ╚ł÷Īó╚▒Ž▌«a╔·Ģr┐╠╝░╬╗ų├Īó▄łųŲ┴”Ū·ŠĆĄ╚ĮY╣¹Ż¼Å─Č°ā×╗»▄łųŲ╣ż╦ćģóöĄ╝░ą©ą╬ĮYśŗįOėŗŻ¼╠ßĖ▀╔·«aą¦┬╩ĪŻ
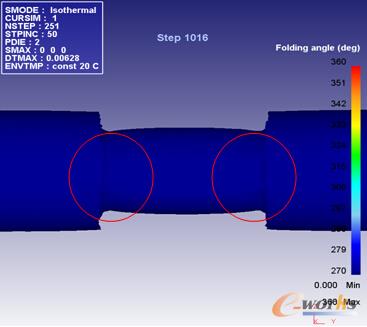
łD2 ▌SŅÉ╝■ą©ÖM▄ł│╔ą╬─ŻöM
3.1DEFORMą©ÖM▄łæ¬┴”æ¬ūāĘų╬÷
ą©ÖM▄ł│╔ą╬▀^│╠ųąŻ¼Įī┘▓─┴Ž╩▄ĄĮą©ą╬─ŻŠ▀Ą─öDē║ØLäėū„ė├«a╔·╦▄ąįūāą╬Ż¼ūāą╬▀^│╠ųą«a╔·▌SŽ“ĪóÅĮŽ“║═ŁhŽ“└Łē║æ¬┴”Ż¼æ¬┴”Ą─ūā╗»║═┤¾ąĪ┐╔ęį┼ąöÓ│╔ą╬┴č╝yĪó┐s╦╔Ą─Øōį┌«a╔·╬╗ų├Ą╚Ż¼æ¬ūā┐╔ęįĘ┤ė│Šų▓┐ūāą╬ÅŖČ╚╝░╝ė╣żė▓╗»ģ^ė“Ą─Ęų▓╝ĪŻ▌SŅÉ╝■ą©ÖM▄ł│╔ą╬ūāą╬▀^│╠╚ńłD╦∙╩ŠĪŻ
łD3 ▌SŅÉ╝■ą©ÖM▄ł│╔ą╬ūāą╬▀^│╠╝░æ¬ūāįŲłD
3.2DEFORMą©ÖM▄ł│╔ą╬│▀┤ń
Įī┘▓─┴Ž╩▄ĄĮ▄ł▌ü─ŻŠ▀ą©ą╬├µĄ─öDē║Ż¼▓─┴ŽŽ“īŹą─╗“┐šą─▌SÅĮŽ“┴„äėĄ─═¼Ģrę▓čė▌SĄ─ĘĮŽ“┴„äėŻ¼Å─Č°╩╣▌S▄łųŲ│╔╦∙ąĶķLČ╚Ż¼ļA╠▌▌SĖ„▓┐╬╗│╔ą╬│▀┤ń┐╔═©▀^DEFORM─ŻöMėŗ╦Ń£╩┤_½@╚ĪĪŻ
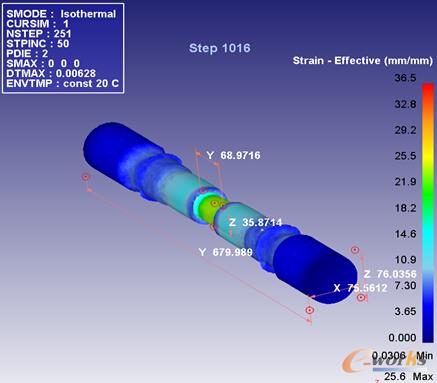
łD4 ą©ÖM▄ł│╔ą╬│▀┤ńłD
3.3DEFORMą©ÖM▄ł╚▒Ž▌ŅA£y
▄łųŲ╣ż╦ćģóöĄ╝░─ŻŠ▀ą©ą╬ĮYśŗĄ─įOėŗŻ¼Č╝īóė░ĒæĄĮą©ÖM▄łĄ─│╔ą╬ĮY╣¹Ż¼DEFORM┐╔ęįŅA£y▄łųŲ▀^│╠ųą░l╔·Ą─Ė„ĘN╚▒Ž▌Ż¼▓ó┐╔ų▒ė^½@Ą├╚▒Ž▌«a╔·Ģr┐╠╝░╬╗ų├Ż¼ųĖī¦│╔ą╬╣ż╦ćĄ─ā×╗»╝░─ŻŠ▀įOėŗŻ¼łD5ĪółD6’@╩Š┴╦ā╚Č╦├µ░╝ą─╚▒Ž▌╝░└Ł┐s¼FŽ¾ĪŻ
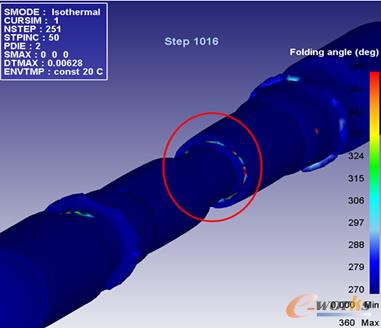
łD5 ą©ÖM▄łā╚Č╦├µ░╝ą─╚▒Ž▌╬╗ų├
łD6 ą©ÖM▄ł└Ł┐s╚▒Ž▌
3.4DEFORMą©ÖM▄ł╬óė^ĮM┐Śėŗ╦Ń
▀\ė├DEFORMĮYśŗ-¤ß-╬óė^ĮM┐Ś±Ņ║Žėŗ╦Ń─▄┴”┐╔īŹ¼Fą©ÖM▄ł│╔ą╬▀^│╠ųąĮYśŗūāą╬Īó鄤ßĪó╬óė^ĮM┐Śč▌ūā╝░Š¦┴ŻķL┤¾Ą──ŻöMŻ¼Ęų╬÷▄ł╝■Š¦┴Ż│▀┤ńį┌▓╗═¼ūāą╬ļAČ╬ūā╗»Ą─Š▀¾wįŁę“Ż¼═©▀^╬óė^ĮM┐Ś─ŻöMŻ¼┐╔ŅA£y│╔ą╬╗žÅ═į┘ĮYŠ¦Ą─Š¦┴Żą╬║╦Īó│▀┤ńķL┤¾╝░Š¦ĮńĄ╚ĮY╣¹Ż¼▒▄├Ō┤ųŠ¦Ą─«a╔·Ż¼Å─Č°╠ßĖ▀│╔ą╬Ą─┐é║═┴”īWąį─▄ĪŻ═©▀^DEFORMĄ─CA╦ŃĘ©Ż¼┐╔ęįų▒ė^Ąž½@╚Ī╬óė^ĮM┐Śč▌ūā¼FŽ¾ĪŻ
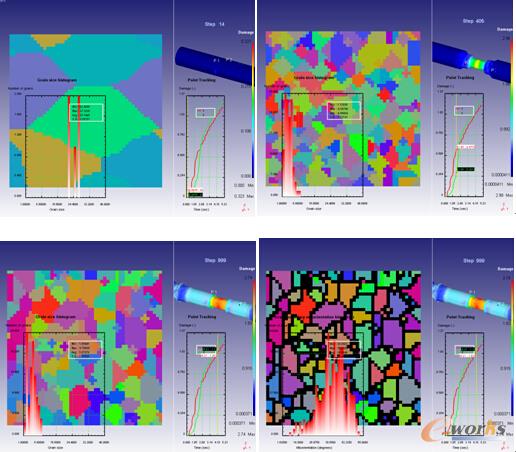
łD7 ▓╗═¼│╔ą╬ļAČ╬╬óė^ĮM┐Śč▌ūā╝░Š¦┴Ż│▀┤ń╝Ü╗»
4 ĮYšō
▌SŅÉ╝■ą©ÖM▄ł│╔ą╬╣ż╦ćį┌ČÓĘN▌SŅÉ╝■Ą─╔·«aųąĄ├ĄĮæ¬ė├Ż¼DEFORM─ŻöM╝╝ąg┐╔║▄║├Ąž─ŻöMą©ÖM▄ł│╔ą╬╣ż╦ćĄ─Ė„ĘNĮY╣¹╝░¼FŽ¾Ż¼īŹ¼F▄łųŲ╣ż╦ćģóöĄā×╗»Ż¼ųĖī¦─ŻŠ▀ĮYśŗįOėŗĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║DEFORMą©ÖM▄ł│╔ą╬╣ż╦ć╣żśIæ¬ė├
▒Š╬─ŠWųĘŻ║http://www.vmgcyvh.cn/html/support/11121518707.html