0 ę²čį
į┌╣ż│╠Ą─īŹļH╔·«aųąŻ¼å╬╝■ąĪ┼·┴┐╔·«aš╝ėąŽÓ«ö┤¾Ą─▒╚└²Ż¼ė╚Ųõ╩Ū┼õ╝■Ą─ųŲįņ║═ą▐└ĒŻ¼ČÓ×ķå╬╝■╗“å╬┼_╔·«aĪŻå╬╝■ąĪ┼·ųŲįņų„ę¬ėąęįŽ┬ÄūéĆ╠ž³cŻ║
(1)┴Ń╝■ą╬ĀŅ▓Ņäe┤¾Ż¼╝╝ągŚl╝■ę¬Ū¾Ė▀Ż¼┐╔▒╚ąį▓ŅŻ╗
(2)öĄ┴┐╔┘Ż¼║▄╔┘╔§ų┴ø]ėą╗źōQąįę¬Ū¾Ż╗
(3)│▀┤ń║═Š½Č╚ėąĢr═∙═∙│¼│÷╣żÅSÖC┤▓Ą─╝ė╣żŠ½Č╚║═ĘČć·ĪŻ
ßśī”Ųõ╠ž³cŻ¼×ķ┴╦ØMūŃ╔·«aųąĄ─ą┬ę¬Ū¾Ż¼╠ßĖ▀╣ż╦ćåTĄ─╣ż╦ć╦«ŲĮŻ¼▒Š╬─Š═«öŪ░å╬╝■ąĪ┼·╝ė╣żĄ─ÄūĘNīŹė├╣ż╦ćĘĮĘ©▀MąąčąŠ┐Ż¼ūŅĮK▀_ĄĮĮĄĄ═ųŲįņ╗“ŠSą▐│╔▒ŠĄ──┐Ą─ĪŻ
1 š²┤_▀xė├╝ė╣ż╗∙£╩
į┌▀Mąą┴Ń╝■Ą─╝ė╣żĢrŻ¼║Ž└Ē▀xė├╗∙£╩▓╗āH┐╔ęį▒ŻūC┴Ń╝■▒Ē├µų«ķgĄ─╬╗ų├Š½Č╚ę¬Ū¾║═╝ė╣ż▒Ē├µĄ─Š½Č╚Ż¼┐╔ęįĘĮ▒Ń┴Ń╝■Ą─╝ė╣żŻ¼═¼Ģr┐╔ęįĮĄĄ═╝ė╣ż│╔▒ŠĪŻ
1.1 į÷╝ė▌oų·╗∙£╩
«ö╣ż╝■╔Žø]ėą║Ž▀mĄ─╝ė╣ż╗∙£╩╗“š▀«ö┴Ń╝■│▀┤ń▌^┤¾ĢrŻ¼▓╔ė├¼FėąÖC┤▓¤oĘ©╝ė╣żĢrŻ¼×ķ┴╦┴óūŃė┌╣żÅSĄ─¼FėąįOéõŽ▐ųŲŻ¼ØMūŃīŹļHĄ─╝ė╣żąĶŪ¾Ż¼ĮĄĄ═╔·«a│╔▒ŠŻ¼ėą▒žę¬į┌╣ż╝■╔Žį÷╝ė▌oų·╗∙£╩Ż¼«ö╣ż╝■╝ė╣ż═Ļ│╔║¾Ż¼╚ź│²▌oų·╗∙£╩╝┤┐╔ĪŻ
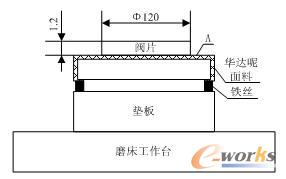
łD1(a)╦∙╩Š×ķ─│ą═╠¢┤¾▀BŚUŻ¼Ųõųąą─ŠÓ×ķ1200±0.1mmŻ¼Č°▄ćķg¼FėąĄ─ńM┤▓╣żū„┼_ī”ų„▌SūŅ┤¾ęŲäėŠÓļx×ķ800mmŻ¼’@╚╗Ųõ│▀┤ń│¼│÷┴╦│¼│÷ńM┤▓Ą─╝ė╣żĘČć·ĪŻ×ķ┴╦╣Ø╩Ī╝ė╣ż│╔▒ŠŻ¼└¹ė├¼FėąÖC┤▓▀Mąą╝ė╣żŻ¼┐╔ęįį┌Ū░Ą└╣żą“ųąį÷╝ėę╗éĆ▌oų·╗∙£╩ŁhŻ¼╚ńłD1(b)╦∙╩ŠĪŻ╝ė╣żĢrŻ¼į┌¼FėąńM┤▓╔ŽŻ¼ā╔┤╬šęš²čbŖAńM╝ė╣ż┐ūŻ¼Š═┐╔ęį▒ŻūCųąą─ŠÓ1200±0.10Ą─ę¬Ū¾ĪŻ┤²▀BŚU╝ė╣ż═Ļ║¾Ż¼▄掄Ą¶▌oų·╗∙£╩Łh╝┤┐╔ĪŻ
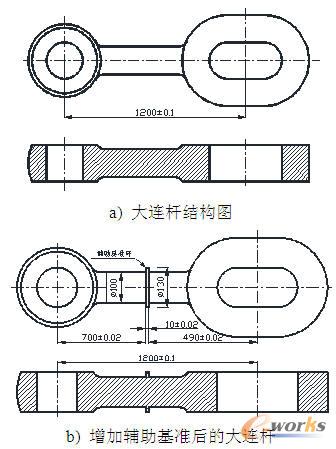
łD1 ─│ą═╠¢┤¾▀BŚU
1.2 ╗ź×ķ╗∙£╩
«ö┴Ń╝■▒Ē├µ╬╗ų├ų«ķg╬╗ų├Š½Č╚Ė▀ĪóėÓ┴┐▌^ąĪĢrŻ¼┐╔▓╔ė├╗ź×ķ╗∙£╩ĪŻķyŲ¼ŅÉ┴Ń╝■ī┘ė┌▒Ī▒┌┴Ń╝■Ż¼─źŽ„ęūūāą╬Ż¼═¼Ģr╝ė╣żėÓ┴┐ąĪŻ¼ę“┤╦ī”Ųõ╝ė╣ż╣ż╦ć╠ß│÷┴╦ę¬Ū¾ĪŻłD2╦∙╩Š×ķ─│ķyŲ¼Ż¼Ųõ│▀┤ń×ķΦ120×1.2±0.02mmŻ¼╝╝ągę¬Ū¾×ķŻ║ā╔Č╦├µŲĮ├µČ╚0.005-0.01ĪóŲĮąąČ╚0.01Ī½0.02Ż¼┤ų▓┌Č╚Ra0.4Ż¼▓─┴Ž×ķ3Cr13Īó4Cr13ĪŻ┐╔ęŖī”ķyŲ¼Ą─ŲĮ├µČ╚ę¬Ū¾▌^Ė▀Ż¼ė├│ŻęÄĄ──źŽ„╣ż╦ćļyęį▒ŻūCķyŲ¼Ą─ŲĮ├µČ╚ĪŻ╚ń╣¹▓╔ė├╗ź×ķ╗∙£╩Ę©Š½─źŻ¼┐╔ęį▀_ĄĮłD╝łę¬Ū¾Ą─ŲĮ├µČ╚ĪŻ
łD2 ķyŲ¼╝ė╣ż╣ż╦ć╩ŠęŌłD
Š▀¾w▓Į¾E╚ńŽ┬Ż║
(1)▀xō±ę╗éĆŠ½ŲĮ├µ─ź┤▓Ż¼═¼Ģr▀xō±║ŽĖ±Ą──ź┴ŽŻ¼ė▓Č╚Ą═Īó┤ų┴ŻČ╚Ż¼ĮM┐Śę¬╦╔Ż¼▒žę¬Ģr┐╔į┌╔░▌å╔Žķ_▓█Ż╗
(2)▀xė├▌^ąĪĄ─┤╣ų▒▀MĮo┴┐(å╬ąą│╠▓╗│¼▀^0.01mm)╝░ąĪĄ─ÖMŽ“▀MĮo┴┐▀Mąą─źŽ„Ż╗
(3)īó┤ų─ź║¾Ą─ķyŲ¼čbŖAį┌łD2╦∙╩ŠĄ─A├µŻ¼ęįA├µ×ķ┤ų╗∙£╩─źŽ„┴Ēę╗Č╦├µŻ¼─źŽ„▀_ĄĮ▒Ē├µ┤ų▓┌Č╚ę¬Ū¾Ż╗
(4)ęįA├µ×ķŠ½╗∙£╩Ż¼Š½─ź┴Ēę╗Č╦├µŻ¼ų▒ų┴▀_ĄĮłD╝łę¬Ū¾Ż¼─źŽ„▀^│╠ųą▒žĒÜ│õĘųĄž└õģsŻ¼Ę└ų╣╣ż╝■ūŲé¹ĪŻ
1.3 ė├╝ė╣ż║├Ą─▒Ē├µū„╗∙£╩
į┌īŹļHĄ─╔·«aųąŻ¼│ŻėąŽÓ╗ź┼õ║ŽĄ─┴Ń╝■Ż¼╚ńÕNŚU║═ÕN╠ūŻ¼▀@ŅÉ┴Ń╝■Ą─╝ė╣żŠ═┐╔▓╔ė├ęč╝ė╣ż║├Ą─▒Ē├µū„╗∙£╩üĒ╝ė╣żĪŻ
łD3╦∙╩Š×ķÕNŚU║═ÕN╠ūŻ¼Ųõ╝ė╣żę¬Ū¾×ķŻ║ÕN╠ū═ŌłA(Φ150)ī”ā╚ÕF┐ū(ÕFČ╚1:25)═¼▌SČ╚š`▓Ņ▓╗│¼▀^0.05Ż¼ā╚═ŌÕFČ╚├µĘe┤¾ė┌80%ĪŻ▓╔ė├╚ńŽ┬Ą─╣ż╦ćĘĮĘ©╝┤┐╔═Ļ│╔ī”ÕNŚU║═ÕN╠ūĄ─╝ė╣żĪŻ
(1)š{š¹▄ć┤▓┐┐─Ż░ÕŻ¼čbŖAÕNŚUŻ¼▄掄1:25ÕF├µ▓óÆü╣Ōų┴Ra1.6ęį╔ŽĪŻš{š¹║├Ą─┐┐─Ż░ÕĮŪČ╚▓╗ę¬ūāäėŻ¼ąČŽ┬ÕNŚUŻ╗
(2)čbŖA┤ų▄ć║├Ą─ÕN╠ūŻ¼ė├═¼ę╗┐┐─Ż░Õ▄掄ÕN╠ū1:25ā╚ÕF├µĪŻūóęŌŻ║▄掄═ŌÕF├µĢrŻ¼čbš²ĄČĪóķ_š²▄ćĪóš²├µ▀MĄČŻ╗▄掄ā╚ÕF├µĢrŻ¼čbš²ĄČĪóķ_Ę┤▄ćĪóĘ┤├µ▀MĄČŻ╗
(3)╝ėčą─źĖÓī”čąā╚═ŌÕFĮY║Ž├µŻ¼▒ŻūCĮėė|├µĘeĪŻŪÕŽ┤┴Ń╝■Ż╗
(4)ÕNŚUčbŖAį┌▄ć┤▓╔ŽŻ¼ÕF╠ūė├─Š└ŲŅ^Ū├Šoį┌ÕNŚUÕF├µ╔ŽŻ¼▄掄ÕN╠ū ═ŌłAŻ¼▓óÆü╣ŌĄĮRa1.6ęį╔ŽŻ¼▒ŻūC═¼▌SČ╚ĪŻ
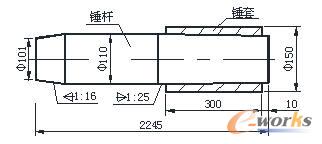
łD3 ÕNŚUÕN╠ūĮYśŗ╩ŠęŌłD
2 ║Ž└Ē▀xō±╝ė╣żĘĮĘ©
2.1 ĮM║Ž╝ė╣ż
õN┐ž╩Ū┴Ń╝■Č©╬╗┐ūŻ¼╬╗ų├Č╚ę¬Ū¾Ė▀Ż¼ę╗░Ń▒žĒÜė├Ė▀Š½Č╚ńM┤▓╝ė╣ż▓┼─▄▒ŻūCĪŻĄ½╚¶śŗ╝■ (╚ń£p╦┘Ų„Žõ¾w) │▀┤ń┤¾Ż¼▓╗ę¬Ū¾╗źōQŻ¼ų╗╩Ū┴Ń╝■╬╗ų├ę¬Ū¾Ė▀ĢrŻ¼┐╔ęį▓╔ė├ĮM║Ž╝ė╣żõN┐žĪŻ╝╚─▄▒ŻūC┴Ń╝■╬╗ų├Č╚Ż¼ėų┐╔ĮĄĄ═╔·«a│╔▒ŠĪŻ
£p╦┘Ų„Žõ¾wę╗░ŃĘų×ķ╔ŽŽõ╔w║═Ž┬Žõ¾wŻ¼×ķ┴╦▒ŻūC╝ė╣żŠ½Č╚Ż¼▒žĒÜ▓╔ė├ĮM║Ž╝ė╣żĪŻ
╩ūŽ╚Ż¼ęį▌S│ą┐ūųąą─ŠĆ×ķ╗∙£╩äØŠĆ╝ė╣ż╔ŽĪóŽ┬Žõ¾wĮY║Ž├µĪóČ╦├µĪóé╚├µĪóĄū├µŻ╗
Ųõ┤╬Ż¼╣╬čą╔ŽĪóŽ┬Žõ¾wĮY║Ž├µŻ╗
į┘┤╬Ż¼ė├┬▌╦©╣╠Č©║├ĮM║Ž║├Ą─╔ŽŽ┬Žõ¾w▓óū„Č©╬╗õN┐žŻ╗
ūŅ║¾Ż¼Š½╝Ü╝ė╣żĮM║ŽķLīÆĖ▀Ą─╗∙£╩ŲĮ├µŻ¼ńM▌S│ą┐ū╝┤┐╔ØMūŃłD╝łę¬Ū¾ĪŻ
2.2 ┼õū„
┼õū„╩Ūę╗ĘNÅVĘ║ė├ė┌┼õ║ŽŠ½Č╚ę¬Ū¾Ė▀Īóå╬╝■║═ąĪ┼·╔·«aĄ─╣ż╦ćĘĮĘ©Ż¼Š▀ėą┴╝║├Ą─ĮøØ·ąįĪŻ╦∙ų^┼õū„Ż¼Š═╩ŪŽ╚╝ė╣ż║├ę╗éĆ┴Ń╝■Ą─┼õ║Ž│▀┤ńŻ©╚ń▌S┐ū┼õ║ŽĄ─┐ūŻ®Ż¼╚╗║¾░┤ęč╝ė╣ż┴Ń╝■Ą─īŹļH│▀┤ń×ķ╗∙öĄŻ¼Ė∙ō■┼õ║Žąį┘|Ą─ę¬Ū¾Ż¼į┘╝ė╣ż┼cų«ŽÓ┼õ║ŽĄ─┴Ń╝■ĪŻŲõā׳c╩Ū▒ŻūCłD╝łęÄČ©Ą─┼õ║ŽŠ½Č╚Ž┬Ż¼┐╔ęįūŅ┤¾Ž▐Č╚ĄžöU┤¾ŽÓ╗ź┼õ║Ž┴Ń╝■Ą─╣½▓ŅĦŻ¼Å─Č°ĮĄĄ═┴╦ųŲįņŠ½Č╚║═│╔▒ŠĪŻ
ÖCąĄ«aŲĘĄ─╔·«a▀^│╠╗“š▀įOéõ┤¾ą▐ųąŻ¼ė╔ė┌öĄ┴┐ąĪŻ¼Į^┤¾ČÓöĄ╩Ūå╬╝■Ż¼ø]ėą╗źōQąįę¬Ū¾Ż¼×ķ╠ßĖ▀╔·«aą¦┬╩Ż¼╣Ø╝sųŲįņ│╔▒Š╗“╩▄╣ż╦ćę¬Ū¾Ž▐ųŲŻ¼│Ż▓╔ė├┼õū„Ą─╣ż╦ćĘĮĘ©ĪŻ└²╚ńŻ║Įz─Ė░┤ĮzŚU┼õ▄ćŻ¼ÜŌÕN╗Ņ╚¹Łh░┤Ėū┼õū„Ż¼ī¦▄ē├µ┼õ╣╬Ą╚ĪŻ▀@ĘN╣ż╦ćĘĮĘ©ā׳c╩Ū╝╚─▄▒ŻūC┴Ń╝■╣”─▄║═Š½Č╚Ż¼ėų─▄ĮĄĄ═│╔▒ŠŻ¼┐sČ╠ą▐└Ēų▄Ų┌ĪŻ
2.3 ┼õųŲ╣½▓Ņ╝ė╣ż
╣½▓Ņ╩ŪÖCąĄįOėŗ┼cųŲįņĄ─ę¬╦žų«ę╗Ż¼╠žäe╩Ūī”ė┌Įī┘ŪąŽ„╝ė╣żŻ¼Äū║§Č╝ėą╣½▓Ņę¬Ū¾ĪŻ«ö┴Ń╝■│▀┤ń▌^┤¾Īó╣½▓ŅĄ╚╝ē▌^Ė▀Īóå╬╝■ąĪ┼·╔·«aĢrŻ¼ę╗░Ń▓╔ė├┼õų├╣½▓Ņ╝ė╣żĪŻ
╦∙ų^┼õų├╣½▓ŅŻ¼╝┤į┌╣ż╦ć░▓┼┼ĢrŻ¼Ž╚╝ė╣żę╗éĆ┴Ń╝■Ż¼░┤Ž╚╝ė╣ż║├Ą─┴Ń╝■│▀┤ń┼õųŲ┴Ēę╗éĆ┴Ń╝■╣½▓ŅĪŻ▀@śė┐╔ęįį┌▒ŻūC┴Ń╝■┼õ║Žę¬Ū¾Ą─═¼ĢrŻ¼ĮĄĄ═┴╦╝ė╣żļyČ╚║═┴Ń╝■ł¾ÅUŲĘ┬╩ĪŻ└²╚ń╗╦Äöć░ĶŲ„Š═╩ŪŽ╚╝ė╣żĄūū∙║═┴óų∙Ż¼į┘░┤šš┴óų∙│▀┤ńųŲįņÖM┴║ĪŻ
ąĶę¬ūóęŌĄ─╩ŪŻ¼┼õųŲ╣½▓Ņ╝ė╣ż┼c┼õū„╩Ūėąģ^äeĄ─Ż║┼õū„─▄öU┤¾ųŲįņ╣½▓ŅŻ¼ĮĄĄ═╝╝ągę¬Ū¾Ż¼Č°┼õųŲ╣½▓Ņų╗╔µ╝░┴Ń╝■│▀┤ń╣½▓ŅŻ¼Ųõ╦³╝╝ągę¬Ū¾▓╗ĮĄĄ═ĪŻ
3 ūóęŌ┴Ń╝■ĮYśŗ╣ż╦ćąį
┴╝║├Ą─╣ż╦ćąį▓╗āHĘĮ▒Ń╝ė╣ż╗“š▀čb┼õŻ¼▀Ć┐╔ęįĮĄĄ═ųŲįņ│╔▒ŠĪŻį┌▀MąąįOéõĄ─čb┼õĢrŻ¼ėą▒žę¬╚½├µšJšµŽ¹╗»łD╝łŻ¼š²┤_└ĒĮŌįOėŗ╦╝ŽļŻ¼«ö▓┐Ęų┴Ń╝■įOėŗ▓╗║Ž└Ē╗“š▀┤µį┌╚▒Ž▌ī¦ų┬¤oĘ©čb┼õ╗“š▀įOéõąį─▄ĮĄĄ═ĢrŻ¼į┌▒ŻūC┴Ń╝■╩╣ė├ę¬Ū¾Ą─Ū░╠ߎ┬║═įOėŗ╚╦åT▀Mąą£Ž═©ģfš{Ż¼▀Mąą▒žę¬Ą─ĮYśŗĖ³Ė─ĪŻ
╚ńÜŌĖū╦∙ė├╗Ņ╚¹(łD4(a))Ż¼į┌ŲõįOėŗųąŻ¼ø]ėąΦ4║═Φ8┐ūŻ¼╗Ņ╚¹Łh▓─┴Ž×ķ35╠¢õōŻ¼ų„ÜŌĖū▓─┴ŽHT250ĶTĶFĪŻį┌ÜŌÕN┤¾ą▐ĢrŻ¼░l¼FÜŌĖū─źōpć└ųžŻ¼┤Ę┤“¤o┴”ĪŻę“┤╦į┌ŠSą▐ĢrŻ¼īó╗Ņ╚¹Ė─│╔╚ńłD4(b)╦∙╩ŠĮYśŗŻ¼╗Ņ╚¹Łh▓─┴Žę▓Ė─ė├Š█╦─Ę·ęꎮŻ¼▀@śė╩╣ÜŌĖū─źōp┤¾┤¾£pŠÅŻ¼čėķL┴╦įOéõ┤¾ą▐ų▄Ų┌Ż¼▒ŻūC┴╦įOéõ╩╣ė├ĪŻ
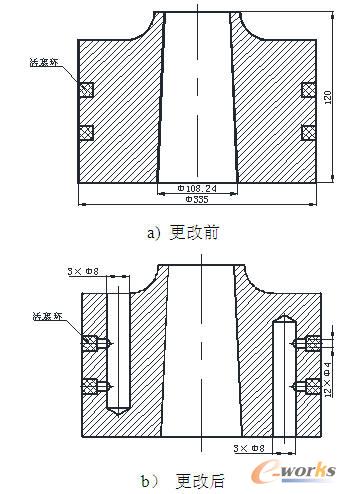
łD4 ╗Ņ╚¹ĮYśŗ╩ŠęŌłD
į┘╚ńŻ¼¤¤ÜŌ▌åÖC▐Dūė╩Ūė├┬▌╦©(GH4169)īóę╗ĪóČ■╝ē▌å▒P║═▌S▀BĮė│╔ę╗¾wŻ¼┬▌╦©▒žĒÜŠ▀ėąūŃē“ŅAŠo╔ņķL┴┐Ż¼▓┼─▄▒ŻūC▌å▒PČ╦├µ─”▓┴┴”Šž┤¾ė┌é„▀fŅ~Č©╣”┬╩╦∙ąĶ┴”ŠžĪŻį┌▀MąąłD╝łĘų╬÷Ģr░l¼FŻ¼┬▌╦©┐ū║═┬▌╦©═ŌłA╩Ū═¼ę╗╗∙▒Š│▀┤ńŻ¼╣½▓ŅĦ▀xė├H/h┼õ║ŽŻ¼ī¦ų┬┬▌╦©║═┬▌╦©┐ū¤oĘ©čb┼õĪŻ═©▀^║═įOėŗ╚╦åT╔╠┴┐Ż¼▀Mąąčb┼õę¬Ū¾Ą─ą▐Ė─Ż¼╩╣┬▌╦©┐ū║═┬▌╦©ėą0.2-0.3mmķgŽČĪŻ═©▀^£ž▓ŅĘ©čb┼õŻ¼£y┴┐┬▌╦©╔ņķL┴┐▀_įOėŗłD╝łę¬Ū¾Ż¼ę“┤╦▓╔ė├┤╦ĘĮĘ©║Ž└ĒĪŻ
4 ĮYšō
║Ž▀mĄ─╣ż╦ćĘĮĘ©▓╗āH┐╔ęį╠ßĖ▀«aŲĘ┘|┴┐Ż¼£p╔┘╣ż╦ć▀^│╠Ż¼▀Ć┐╔ęįĮĄĄ═╔·«a│╔▒ŠĪŻ╔Ž╩÷ÄūĘNīŹė├╣ż╦ćĘĮĘ©╩Ū╬ęÅSČÓ─ĻüĒįOéõųŲįņ║═ŠSą▐ųąę¬▓╗öÓ├■╦„ĪóŅÉ▒╚ĪóĮĶĶbĪóĘe└█║═┐éĮY│÷üĒĄ─Ż¼═©▀^▀@ą®╣ż╦ćĘĮĘ©Ą─▀\ė├Ż¼▓╗āHØMūŃ┴╦ą┬Ą─╣ż╦ćę¬Ū¾Ż¼═¼ĢrĮĄĄ═┴╦╔·«a│╔▒ŠĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║2013PLMš„╬─Ż║å╬╝■ąĪ┼·╔·«aĄ─ÄūĘN╣ż╦ćĘĮĘ©
▒Š╬─ŠWųĘŻ║http://www.vmgcyvh.cn/html/support/11121811533.html