Ė„┤¾ERP▄ø╝■╠ß╣®╔╠╝Ŗ╝Ŗ×ķųŲįņśIŲ¾śIū▀Ž“│╔╣”╣┤«ŗ┴╦įĖŠ░Ż¼ū„×ķīŻśIÅ─╩┬ÖCąĄųŲįņśIą┼Žó╗»Ą─▒▒Š®ÖCąĄ╣żśIūįäė╗»čąŠ┐╦∙Ż¼╬ęéāŽŻ═¹ė├Š½ęµ╔·«a└Ēšō┼cĘĮĘ©īó╬ęéāĄ─┐═æ¶┤“įņ│╔Ī░Š½ęµŲ¾śIĪ▒ĪŻę“┤╦▒Š╬─īóī”Š½ęµ╔·«aĄ─Ųį┤ĪóŠ½ęµ╦╝ŠSĪóŠ½ęµ╔·«aį┌ųŲįņśIŲ¾śIĄ─æ¬ė├║═ą¦ęµū÷ę╗ėæšōŻ¼ūŅ║¾│╬ŪÕÄūéĆĖ┼─ŅĪŻ
ę╗ĪóŠ½ęµ╔·«aĄ─Ųį┤
1908─ĻŻ¼╩└Įńų°├¹Ą─Tą═Ų¹▄ćšQ╔·ĪŻĖŻ╠žįOŽļŽ±╔·«aäeßś║═╗▓±─Ūśė╔·«aTą═▄ćĪŻę“┤╦×ķ╔·«a╝╝ąg▀Mąą┴╦ę╗ŽĄ┴ąĄ─Ė─▀M,▓óīóĖ─▀M║¾Ą─╔·«aĘĮ╩ĮĘQ×ķ┤¾┴┐╔·«aĘĮ╩ĮMPĪŻŲõ╠ž³cŻ║
Ż©1Ż®«aŲĘĪó┴Ń▓┐╝■ś╦£╩╗»Ż¼čb┼õĄ─║åå╬╗»
Ż©2Ż®į┌ä┌äėĮM┐Ś╔ŽŻ¼ūŅ┤¾Ž▐Č╚Ąž▓╔ė├Ęų╣żĄ─įŁät
Ż©3Ż®▓╔ė├┴„╦«╔·«aŠĆ╔·«aĘĮ╩Į
Ż©4Ż®į┌ĮM┐ŚĮYśŗ╔ŽŻ¼ūĘŪ¾┐vŽ“ę╗¾w╗»
┐éčb├┐▌v▐I▄ćĄ─╣żĢrė╔750ĘųŽ┬ĮĄĄĮ93ĘųŻ¼£p╔┘88ŻźŻ╗├┐┼_░läėÖC╦∙ąĶꬥ─╣żĢrė╔750ĘųŽ┬ĮĄĄĮ226ĘųŻ¼£p╔┘62ŻźĪŻÅ─┤╦ķ_╩╝┴╦┤¾┴┐╔·«aĄ─Ģr┤·ĪŻ┤¾┴┐╔·«a┤¾Ę∙Č╚ĄžĮĄĄ═┴╦Ų¹▄ć│╔▒ŠŻ©Tą═▄ćäé│÷¼FĄ─1908─ĻŻ¼ārĖ±╩Ū850$Ż¼1926─Ļ×ķ290$Ż®Ż¼╔ńĢ■ąĶŪ¾Ą─├═į÷Ż¼ėų▀Mę╗▓Į┤╠╝ż┴╦Ų¹▄ć╣żśIĄ─’w╦┘░lš╣ĪŻä┌äė╔·«a┬╩┤¾Ę∙Č╚╠ßĖ▀Ż¼Å─1908─ĻĄ─├┐▌v▄ć514ĘųńŖŻ©8.56ąĪĢrŻ®Ż¼ĄĮ1914─Ļ┴„╦«╔·«aŠĆ├┐▌v▄ć1.19ĘųńŖĪŻ ═Ųäė┴╦╩└ĮńŲ¹▄ć╣żśIĄ─▀M▓ĮĪŻ
┤¾┴┐╔·«aäōįņŲµ█EĄ─═¼Ģrę▓▒®┬Č│÷įSČÓ╚▒³cŻ║╚▒Ę”╚ßąį╩Ū┤¾┴┐╔·«aų┬├³Ą─╚▒Ž▌Ż¼┐vŽ“ę╗¾w╗»Ą─ĮM┐ŚĮYśŗą╬│╔┴╦ėĘ─[╣┘┴┼Ą─Ī░┤¾Č°╚½Ī▒¾wųŲŻ¼ęį▀^┴┐Ą─Äņ┤µĪó▀^ČÓĄ─╣®æ¬ÅS╝ęĪó▀^ČÓĄ─╣ż╚╦Īó▀^┤¾Ą─╔·«ał÷ĄžĪóū„×ķ▀B└m╔·«a╦∙▒žĒÜĄ─ŠÅø_╝ė┤¾┴╦Äņ┤µĪŻ
Ą┌Č■┤╬╩└Įń┤¾æ║¾Ż¼╚š▒ŠŲ¹▄ć╣żśIķ_╩╝Ų▓ĮĪŻ1950─Ļ┤║Ż¼žS╠’Ų¹▄ć╣½╦ŠĄ─ą┬ę╗┤·ŅIī¦╚╦žS╠’Ž▓ę╗└╔ę╗ąąĄĮ╩└ĮńūŅ┤¾Č°Ū깦┬╩ūŅĖ▀Ą─Ų¹▄ćųŲįņÅSĪ¬Ī¬ĖŻ╠ž╣½╦Š¶öŲµ╣żÅS▀Mąą┴╦×ķŲ┌╚²éĆį┬Ą─šJšµ┐╝▓ņĪŻ╗žć°║¾Ż¼Įø蹊┐Ż¼Ą├│÷┴╦ĮYšōŻ¼┤¾┴┐╔·«a▓╗▀m║Ž╚š▒ŠĪŻžS╠’Ą─╣▄└Ēš▀īóŠ½┴”╝»ųąė┌╔·«a▀^│╠Ą─š¹¾wā×╗»Ī¬Ī¬Ė─▀M╝╝ągĪó└ĒĒś╬’┴„ĪóČ┼Į^│¼┴┐╔·«aĪóŽ¹│²¤oą¦ä┌äė║═└╦┘MĪóėąą¦└¹ė├┘Yį┤ĪóĮĄĄ═│╔▒ŠĪóĖ─╔Ų┘|┴┐Ż¼▀_ĄĮęįūŅ╔┘Ą─═Č╚ļīŹ¼FūŅ┤¾«a│÷Ą──┐Ą─ĪŻŠ½ęµ╔·«aĘĮ╩ĮŲį┤ė┌╚š▒ŠžS╠’Ų¹▄ć╣½╦ŠŻ¼ę“┤╦▒╗ĘQ×ķĪ░žS╠’╔·«aĘĮ╩ĮĪ▒ĪŻ1984─ĻŻ¼├└ć°┬ķ╩Ī└Ē╣żīWį║╝»ųą┴╦ę╗┼·Ė„ć°Ą─Ė▀╝ēīŻ╝ęŻ¼čąŠ┐┴╦╚š▒ŠŲ¹▄ć╣żśIĄ─ū÷Ę©ĪŻ1990─ĻŻ¼├└ć°MIT░l▒Ē┴╦ę╗éĆĪ░ć°ļHŲ¹▄ć╣▓═¼čąŠ┐ł¾ĖµĪ▒Ż¼īóžS╠’╔·«aĘĮ╩Į├³├¹×ķLean ProductionĪŻ▓óīóLP┼cÜW├└é„ĮyĄ─┤¾┴┐╔·«aĘĮ╩Į(MP)▀Mąą▒╚▌^ĪŻīæ│╔┴╦ĪČĖ─ūā╩└ĮńĄ─ÖCŲ„ĪĘę╗Ģ°ĪŻķ_╩╝┴╦Š½ęµ╔·«aĄ─┬├│╠ĪŻ
Č■ĪóŠ½ęµųŲįņĄ─╦╝ŠS
Š½ęµ╔·«aĘĮ╩Į╩ŪųĖ▀\ė├ČÓĘN¼F┤·╣▄└ĒĘĮĘ©║═╩ųČ╬Ż¼ęį╔ńĢ■ąĶŪ¾×ķę└ō■Īóęį│õĘų░lō]╚╦Ą─ū„ė├×ķĖ∙▒ŠŻ¼ėąą¦┼õų├║═║Ž└Ē╩╣ė├Ų¾śI┘Yį┤Ż¼ūŅ┤¾Ž▐Č╚Ąž×ķŲ¾śIų\Ū¾ĮøØ·ą¦ęµĄ─ę╗ĘNą┬ą═╔·«aĘĮ╩ĮĪŻ╦³╩Ūųžą┬╦▄įņę╗éĆŲ¾śIŻ¼╩╣ų«│╔×ķŠ½Ė╔Ą─ĪóĖ▀Č╚╚ßąįĄ─ĪóĄ═│╔▒ŠĄ─Īó╩└Įń╝ēĖéĀÄš▀Ą─æ┬į╬õŲ„ĪŻŠ½ęµ╔·«aĘĮ╩Į╩ŪŲ¾śI┘Yį┤Ą─┼õų├ĘĮ╩ĮŻ¼Č°┘Yį┤┼õų├╩Ūęį╔ńĢ■ąĶŪ¾×ķę└ō■Ż¼ūŅ┤¾Ž▐Č╚ØMūŃ╩ął÷ČÓį¬╗»ąĶŪ¾Ż¼ęįÅžĄūŽ¹│²¤oą¦ä┌äė║═└╦┘M×ķ─┐ś╦Ż¼ūŅ┤¾Ž▐Č╚Ąž×ķŲ¾śIų\Ū¾ĮøØ·ą¦ęµŻ¼ūį╩╝ų┴ĮK░č╚╦┴”┘Yį┤Ą─ķ_░lĘ┼į┌╩ū╬╗Ż¼ŠC║Ž▀\ė├Ė„ĘN¼F┤·╣▄└Ē╝╝ąg║═╩ųČ╬ĪŻ
ĮoŠ½ęµ╔·«aŽ┬ę╗éĆČ©┴xŻ║Ī░ Š½ęµ╔·«aĄ─Ī«Š½Ī»╩ŪųĖ╔┘Č°Š½Ż¼▓╗═Č╚ļČÓėÓĄ─╔·«aę¬╦žŻ¼ų╗╩Ūį┌▀m«öĄ─Ģrķg╔·«a▒žę¬öĄ┴┐Ą─╩ął÷╝▒ąĶ«aŲĘ(╗“Ž┬Ą└╣żą“╝▒ąĶĄ─«aŲĘ)Ż╗Ī«ęµĪ»╝┤╦∙ėąĮøĀI╗ŅäėČ╝ę¬ėąęµėąą¦Ż¼Š▀ėąĮøØ·ą¦ęµĪŻŠ½ęµ╔·«aŠ═╩Ū╝░ĢrųŲįņŻ¼Ž¹£ń╣╩šŽŻ¼Ž¹│²ę╗Ūą└╦┘MŻ¼Ž“┴Ń╚▒Ž▌Īó┴ŃÄņ┤µ▀M▄ŖĪŻĪ▒
Ż©1Ż®═ŲąąĪ░ęį╚╦×ķųąą─Ī▒Ą─╣▄└Ē
┘xėĶ╣ż╚╦ę╗Č©Ą─ū„śI╣▄└ĒøQ▓▀ÖÓŻ¼Ų¾śI░č╣═åT┐┤ū„▒╚ÖCŲ„Ė³ųžę¬Ą─╣╠Č©┘Y«aŻ¼│õĘų░lō]┬Ü╣żĄ─äōįņąįĪóų„äėąįŻ¼▓╗öÓ╠ßĖ▀┬Ü╣ż╦ž┘|Ż¼ÅŖš{ģf═¼╣żū„┼c£Ž═©Ż¼╩╣ģfš{╣żū„║å╗»ĪóÖCśŗ║å╗»Ż¼╝»ųą▓╗═¼┬ÜśI║═īŻķL╚╦åTĄ─ęŌęŖŻ¼╠ßĖ▀╣żū„┘|┴┐║═╣żū„ą¦┬╩Ż¼ĮM│╔«aŲĘķ_░lĒŚ─┐ĮMĪó┐sČ╠«aŲĘķ_░lĢrķgŻ¼┼c╣®æ¬ÅS╝ęĪóŅÖ┐═ģf═¼╣żū„ī”╩ął÷ū÷│÷┐ņ╦┘Ēææ¬Ż¼ųžęĢ┼ÓB║═░lōP╝»¾wų„┴xĄ─łFĻĀŠ½╔±ĪŻ
Ż©2Ż®ė└¤oą▌ų╣ĄžĪó¤oŪķĄžŽ¹│²└╦┘M
žS╠’šJ×ķŲ¾śI¼Fėą╔·«a─▄┴”ŻĮ«a│÷Ż½└╦┘MĪŻžS╠’Ą─Ų▀ĘN└╦┘M░³└©Ż║
ó┘ ╔·«a▀^╩ŻĄ─└╦┘M
ó┌ ųŲįņ▓╗┴╝ŲĘĄ─└╦┘M
ó█ ═Ż╣żĄ╚╗ŅĄ─└╦┘M
ó▄ ▓┘ū„╔ŽĄ─└╦┘M
ó▌ ░ß▀\Ą─└╦┘M
ó▐ ╝ė╣ż▒Š╔ĒĄ─└╦┘M
ó▀ Äņ┤µĄ─└╦┘M
Ż©3Ż®ūĘŪ¾═Ļ├└─┐ś╦
ó┘ ┴ŃÅUŲĘ
ó┌ ┴ŃÄņ┤µ
ó█ ┴ŃįOéõ╣╩šŽ
ó▄ ╠ßŪ░Ų┌ūŅČ╠
ó▌ ę¬┐sČ╠╠ßŪ░Ų┌Ż¼╩ūŽ╚ę¬£p╔┘┼·┴┐Ż¼Å─«aŲĘįOėŗĪó╣ż╦ćįOėŗ╚ļ╩ųŻ¼šJšµĘų╬÷╠ßŪ░Ų┌Ą─ĮM│╔
ó▐ £p╔┘┴Ń╝■Ą─░ß▀\
ó▀ Ž¹│²ČÓėÓĄ─╚╦åTŻ¼ŠSą▐╚╦åT▀^╩ŻŻ¼╚▀ėÓ╚╦åTįņ│╔│¼┴┐╔·«aŻ¼¤oą¦äėū„Ą─└╦┘MĪŻ
Ż©4Ż®īŹ¼F╔·«a▀^│╠Ą─═¼▓Į╗»
ó┘ ┐sČ╠ū„śIĖ³ōQĢrķgŻ©┐ņōQ╣żčbŻ®
ó┌ ╔·«a▀^│╠═¼▓Į╗»Ż©═¼▓Į╣Ø┼─╔·«aŻ®
ó█ ░l¼F║═┐╦Ę■Ų┐ŅiŁh╣Ø
ó▄ ╩╣╔·«a═¼▓Į╗»Š═ę¬ĘĆČ©╚š«a│÷┬╩
ó▌ ▓╔ė├│╔ĮM╝ė╣żųąą─║═│╔ĮM┴„╦«ŠĆ
ó▐ ▓╔ė├Ī░└Łäė╩ĮĪ▒Ą─╣▄└ĒĘĮĘ©Ż║Ī░┐┤░Õ╣▄└ĒĪ▒
Ż©5Ż®īóĪ░═Ųäė╩ĮĪ▒╔·«aūā×ķ Ī░└Łäė╩ĮĪ▒╔·«aĪŻ
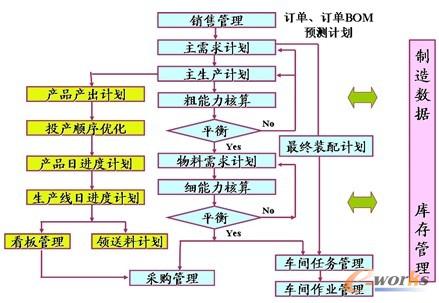
MRP╔·«a┐žųŲÖCųŲĪ¬Ī¬Ī░═Ųäė╩ĮĪ▒Ż║ę╗Ūą╔·«a╗Ņäė░┤ųąčļū„śIėŗäØĄ─ųĖ┴Ņ▀MąąŻ¼╦∙ėąĄ─┴Ń▓┐╝■║═▓─┴ŽĒŚ─┐Š∙═©▀^ųąčļÄņ┤µŽĄĮy┐žųŲ║═▐DōQĪŻ▓╗╣▄║¾▄ćķg║═║¾╣żą“╩ŪʱąĶ꬯¼Š∙īó╔·«a═ĻĄ─┴Ń▓┐╝■╦═ĄĮ║¾▄ćķg║═║¾╣żą“ĪŻ
JIT╔·«a┐žųŲÖCųŲĪ¬Ī¬Ī░└Łäė╩ĮĪ▒Ż║īŹ¼Fīó▒žę¬Ą─▓─┴Ž║═┴Ń╝■Ż¼ęį▒žę¬Ą─öĄ┴┐Ż¼į┌▒žę¬Ą─ĢrķgŻ¼╦═▀_▒žę¬Ą─Ąž³cŻ¼╝┤ę╗Ūą╔·«a╗Ņäė░³└©ųŲįņĪó░ß▀\ĪóĮ╗žøĪó╣®æ¬Ż¼ų╗ėąį┌ąĶꬫa╔·Ģr▓┼░l╔·Ż¼╩Ūė├ąĶŪ¾ė|░l║═└Łäė╔·«a╗ŅäėĪŻ
═Ų╩Į┼c└Ł╩ĮŻ©push & pull)╔·«aĄ─▒╚▌^╚ńŽ┬łD╦∙╩ŠŻ║
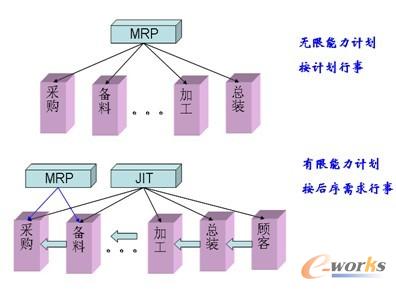
łDę╗ ═Ų╩Į╔·«a┼c└Ł╩Į╔·«aĄ─▒╚▌^
╚²Īó┤¾ęÄ─ŻČ©ųŲ
┤¾ęÄ─ŻČ©ųŲŻ©MC--Mass CustomizationŻ®╩Ū1992─Ļė╔╝s╔¬Ę“.┼╔ę“į┌ĪČ┤¾ęÄ─ŻČ©ųŲĪ¬Ī¬╔╠śIĖéĀÄĄ─ą┬Ū░čžĪĘę╗Ģ°ųą╠ß│÷üĒĄ─ĪŻ┤¾ęÄ─ŻČ©ųŲ─Ż╩Į╩ŪųĖī”Č©ųŲĄ─«aŲĘ║═Ę■äš▀MąąéĆäeĄ─┤¾ęÄ─Ż╔·«aĪŻ╦³▓╗═¼ė┌┤¾┴┐╔·«aŻ¼ę▓▓╗═¼ė┌ČÓŲĘĘNČ©ųŲ╔·«aŻ¼Č°╩Ūā╔š▀ŽÓĮY║ŽĪŻ┤¾ęÄ─ŻČ©ųŲ╩ŪŲ¾śIĮøĀIųąą┬Ą─▒ž╚╗┌ģä▌Ż¼╦³─▄į┌▓╗Ā▐╔³Ų¾śIĮøØ·ą¦ęµĄ─Ū░╠ߎ┬Ż¼┴╦ĮŌ▓óØMūŃå╬éĆ┐═æ¶Ą─ąĶŪ¾ĪŻ
īŹ¼F┤¾ęÄ─ŻČ©ųŲĄ─ĻPµI─▄┴”╩ŪŻ║┐═æ¶ąĶŪ¾Ą─▓╔╝»Ż¼░┤20/80įŁät▀MąąĘų╬÷Ż¼«aŲĘįOėŗ▒žĒÜś╦£╩╗»Īó─ŻēK╗»ĪóŽĄ┴ą╗»Ż¼╔·«a╣ż╦ćčbéõĪó╔·«a┴„│╠Ą─╚ßąį╗»ĪŻ╣żčb─ŻŠ▀Ą─ś╦£╩╗»Ż¼├¶Į▌╣®æ¬µ£Ą─ų¦│ųŻ¼ą┼ŽóŽĄĮyĄ─ų¦│ųĪŻ┤¾ęÄ─ŻČ©ųŲī”ą┼ŽóŽĄĮyĄ─ę¬Ū¾Ż║╬’┴ŽŪÕå╬Ą─ŠSūo--- ┐╔ŠÄ╠¢Ą─╬’┴ŽŪÕå╬Ż¼ ┼õų├Ą─╬’┴ŽŪÕå╬Ż¼ ┼õų├┐žųŲĪŻ╔·«a▀^│╠═¼▓Į╗»--- ć└Ė±Ą─┼┼«aĒśą“Ż¼ļS▄ćĄ─┼õų├ŪÕå╬Ż¼Š½┤_Ą─ŅI╦═┴ŽėŗäØĪŻ
╦─ĪóŠ½ęµ╔·«aĄ─æ¬ė├
ę¬īŹ¼FŠ½ęµ╔·«aĄ──┐ś╦Ż¼ėą┤¾┴┐Ą─╣żū„ę¬ū÷ĪŻłDČ■╩ŪŠ½ęµ╔·«aĄ──┐ś╦¾wŽĄŻ║

łDČ■ Š½ęµ╔·«aĄ──┐ś╦¾wŽĄ
īŹ¼FŠ½ęµ╔·«aėąįSČÓ╩┬ę¬ū÷Ż║Ų¾śIę¬½@╚Ī└¹ØÖŻ¼▒žĒÜĮĄĄ═│╔▒ŠŻ¼ÅžĄūŽ¹│²└╦┘MĪŻ▓╔╚ĪĄ─╩ųČ╬ėąīŹ╩®▀m┴┐╔·«a╝┤£╩Ģr╔·«aJIT Ż¼┐┤░Õ╣▄└ĒŻ¼╚½├µ╔·«aŠSūo TPM Ż¼5S╣▄└ĒŻ¼╚½├µ┘|┴┐╣▄└ĒTQM Ż¼╔·«aŠĆĄ─ŲĮ║ŌŻ¼ę╗éĆ┴„╔·«aŻ¼┐ņ╦┘ōQ─ŻŻ¼┐sČ╠▌oų·ĢrķgĄ╚╩ųČ╬ĪŻŽ┬├µ╬ęéāī”£╩Ģr╔·«aJIT║═ę╗éĆ┴„╔·«aĄ─ą┼Žó╗»ĮŌøQĘĮ░Ė▀Mąą║åę¬ĮķĮBĪŻ
£╩Ģr╔·«aJITŻ©just in timeŻ®
£╩Ģr╔·«aĄ─║╦ą─╩Ū×ķŲ¾śIĮ©┴óę╗š¹╠ū╣®æ¬µ£ėŗäØĪŻėą╚╦š`šJ×ķ£╩Ģr╔·«aŠ═╩Ū┐┤░Õ╣▄└ĒŻ¼ų╗ę¬ėą┴╦┐┤░Õ┐©Ż¼ė├┐┤░Õ┐©Å─║¾ą“ę╗╝ēę╗╝ēŽ“Ū░ą“ŅI╚Ī╗“┼õ╦═╬’┴ŽŠ═╚f╩┬┤¾╝¬┴╦ĪŻėąĄ─īŻķTÅ─╩┬Š½ęµ╔·«aū╔įāĄ─╣½╦ŠŻ¼╦¹éā┼┼│Ōė├ą┼ŽóŽĄĮyŻ¼▀@╩ŪÕeš`Ą─ĪŻ«öĮ±ś╦£╩«aŲĘ┤¾┼·┴┐╔·«aĄ─Ģr┤·ęčĮøę╗╚ź▓╗Å═ĘĄ┴╦Ż¼┤¾ęÄ─ŻČ©ųŲ╩Ūų„┴„Ż¼╝┘įO«aŲĘ70%-80%Ą─┴Ń▓┐╝■╩Ūś╦£╩Ą─Ż¼Ą½╩Ūėą20%-30%Ą─┴Ń▓┐╝■╩Ū┐╔▀xĄ─ĪŻ«aŲĘ┼õų├Ą─ūā╗»Ż¼╩╣Ą├┴Ń▓┐╝■╣®æ¬╔╠▓╗─▄░┤ā”éõĮM┐Ś╔·«aŻ¼Č°╚╬║╬┴Ń▓┐╝■Ą─╔·«aČ╝╩Ūėą╠ßŪ░Ų┌Ą─Ż¼▓╗╩ŪļSę¬ļSėąĄ─ĪŻėąą®┴Ń▓┐╝■Ą─╔·«aė╔ė┌╩▄ĄĮÖC┤▓čbéõ║═╣żčb─ŻŠ▀Ą─Ž▐ųŲŻ¼ų╗─▄ĮM┐Ś┼·┴┐▌åĘ¼╔·«aŻ¼▀@ę╗Ūą╩╣Ą├š¹éĆ╣®æ¬µ£Ą─╣▄└ĒĪó╬’┴ŽĄ─┼õ╦═ĘŪ│ŻÅ═ļsŻ¼▀@Š═ę¬Ū¾ėąę╗╠ū┐ņ╦┘Ēææ¬┐═æ¶ąĶŪ¾Ą─╣®æ¬µ£ėŗäØŽĄĮyĪŻ▀@éĆŽĄĮyĮy╗I┐╝æ]┐═æ¶ąĶŪ¾Īó«aŲĘ┼õų├Ż¼īóųąķLŲ┌ėŗäØ║═Č╠Ų┌ėŗäØŽÓĮY║ŽŻ¼īó┼·┴┐╔·«aĪó£╩Ģr╔·«a║═╣®æ¬ŽÓĮY║ŽĪŻRS10£╩Ģr╔·«a╣®æ¬µ£ėŗäØŽĄĮy╚ńłD╚²╦∙╩ŠĪŻ
łD╚² £╩Ģr╔·«a╣®æ¬µ£ėŗäØŽĄĮy
łD╚²ĖµįV╬ęéā═©▀^õN╩█ŽĄĮyīó┐═æ¶ėåå╬║═ŅA£yąĶŪ¾╔·│╔ų„ąĶŪ¾ėŗäØŻ¼┐╝æ]Äņ┤µĪóį┌ųŲ║═Ų¾śI╔·«a─▄┴”╔·│╔ų„╔·«aėŗäØŻ¼Įø▀^┤ų─▄┴”ŲĮ║Ō“×ūCų„╔·«aėŗäØĄ─┐╔ąąąįŻ¼╔Ž╩÷ā╔éĆėŗäØ╩ŪķLŲ┌ėŗäØĪŻ╬’┴ŽąĶŪ¾ėŗäØīó«aŲĘĄ─ąĶŪ¾═©▀^╬’┴ŽŪÕå╬ĪóÄņ┤µĪóį┌ųŲĪóį┌═Šėŗ╦Ń│÷╩▓├┤Ģr║“ąĶę¬╩▓├┤╬’┴ŽŻ¼×ķ╣®æ¬║═╔·«a▓┐ķT╠ß╣®ųąŲ┌ėŗäØĪŻ╦¹▓╗āH╗ž┤┴╦┼·┴┐╔·«aĄ─╔·«aėŗäØŻ¼═¼Ģrī”£╩Ģr┼õ╦═Ą─╬’┴Žū÷┴╦ųąŲ┌Ą─ŅA┼┼«aĪŻ╚╗║¾ī”ė┌┼·┴┐╔·«a▄ćķg═©▀^▄ćķg╚╬äš╣▄└ĒĪó▄ćķgū„śIėŗäØĪó▄ćķgĮyėŗīŹ╩®╔·«aųŲįņ╣▄└ĒĪŻ
ī”ė┌┴„╦«╔·«a▄ćķgŽ╚ī”┐éčbŠĆŠÄųŲ«aŲĘ│÷«a▀MČ╚ėŗäØŻ¼═Č«aĒśą“ā×╗»Ż¼į┘ī”▓┐čb┴„╦«ŠĆĪó┴Ń╝■╔·«aŠĆ░┤Ę┤╣ż╦ćĘĮŽ“░▓┼┼├┐Śl╔·«aŠĆĄ─╚š▀MČ╚ėŗäØĪŻ
£╩Ģr╔·«aŽĄĮyŠ▀ėą╚ńŽ┬╠ž³cŻ║
- ░┤├┐╠ņ╗“─│ĢrķgČ╬Ą─ėŗäØ┴┐ĮM┐Ś╔·«aŻ¼Č°▓╗╩Ū░┤ļx╔óĄ─╝ė╣ż┼·┴┐Ż©BatchŻ®Īó╚╬䚯©JOBŻ®ĮM┐Ś╔·«aĪŻ
- ▓╔ė├└Ł╩ĮėŗäØ─Ż╩ĮŻ©Pull SystemŻ®Ż¼░┤╔·«a╣Ø┼─ėŗ╦Ń├┐Śl╔·«aŠĆĄ─═Č╚ļ«a│÷ĢrķgĪŻ
- ▓╔ė├Ą╣ø_Ę©(BackflushŻ®▀Mąąį┌ųŲ╣▄└ĒĪŻ
- ═©▀^įOų├Öz£y³cŻ©CheckpointŻ®▀MąąöĄō■╩š╝»║═▀MČ╚Ę┤üĪŻ
- Ė·█Ö╬’┴ŽĄĮ╣ż╬╗Ż¼╠ß╣®░┤╔·«aŠĆ╔Ž╣ż╬╗ĮyėŗÅUŲĘĪŻ
- ═Ļš¹Ą─╣®æ¬µ£ėŗäØ╩Ūę╗éĆ┼·┴┐╔·«a║═┴„╦«╔·«aĄ─╗ņ║Ž─Ż╩Į ĪŻ
- ų¦│ų┐┤░Õ╣▄└ĒŻ¼┐╔░┤šš├┐Śl╔·«aŠĆĄ─╔·«aėŗäØ╔·│╔╣®æ¬┐┤░Õ║═╔·«a┐┤░ÕŻ¼ų¦│ųļŖūė╣®æ¬ĪŻ
ąĶę¬ūóęŌĄ─╩ŪŻ¼▓╗─▄īóŠ½ęµ╔·«aĪó£╩Ģr╔·«aĄ╚═¼ŲüĒĪŻŠ½ęµ╔·«a╝»ųąė┌╔·«a▀^│╠Ą─š¹¾wā×╗»Ī¬Ī¬░³└©Ė─▀M╝╝ągĪó└ĒĒś╬’┴„ĪóČ┼Į^│¼┴┐╔·«aĪóŽ¹│²¤oą¦ä┌äė║═└╦┘MĪóėąą¦└¹ė├┘Yį┤ĪóĮĄĄ═│╔▒ŠĪóĖ─╔Ų┘|┴┐Ż¼▀_ĄĮęįūŅ╔┘Ą─═Č╚ļīŹ¼FūŅ┤¾«a│÷Ą──┐Ą─ĪŻ╦³╩Ū░³└©ĮøĀI└Ē─ŅĪó╣▄└ĒĪó╔·«aĮM┐ŚĪó╔·«aėŗäØ┼c┐žųŲĪóū„śI╣▄└ĒĪó╚╦åT╣▄└Ēį┌ā╚Ą─ę╗š¹╠ū└Ēšō┼cĘĮĘ©¾wŽĄĪŻ£╩Ģr╔·«aé╚ųžė┌Ž¹│²ę╗Ūą└╦┘MĄ─╔·«aėŗäØ┼c┐žųŲĄ─ę╗š¹╠ūĘĮĘ©ĪŻę“┤╦Š½ęµ╔·«a┤¾ė┌£╩Ģr╔·«aĪŻ
ę╗éĆ┴„╔·«a
×ķ┴╦£p╔┘į┌ųŲŲĘŻ¼┐sČ╠╠ßŪ░Ų┌Ż¼£p╔┘ųąķg┘|┴┐Öz▓ķŻ¼£p╔┘ųąķg╬’┴Ž░ß▀\Ż¼£p╔┘╣ż╚╦öĄŻ¼▓ó┤¾┤¾╠ßĖ▀╣żū„ą¦┬╩Ż¼į┌įOéõį╩įSĄ─Śl╝■Ž┬Ż¼Į©ūhĮMĮ©ę╗éĆ┴„Ą─╔·«aŠĆŻ¼īŹ¼Fę╗éĆ╣ż╚╦▓┘ū„ČÓ┼_ÖC┤▓ĪŻ╚ńłD╦─╦∙╩ŠŻ║
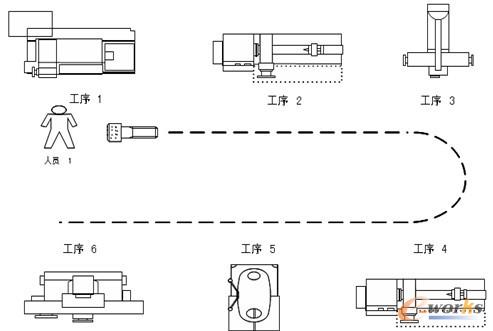
łD╦─ ę╗éĆ┴„╔·«a
łDųąę╗éĆ╣ż╚╦═¼Ģr▓┘ū„6┼_ÖC┤▓Ż¼╝ė╣ż─│ĘN┴Ń╝■Ą─6Ą└╣żą“Ż¼╦¹ī”6Ą└╣żą“Ą─┘|┴┐žōž¤Ż¼ųąķg¤oąĶ┘|┴┐Öz“×ĪŻ┤¾┤¾╠ßĖ▀┴╦ą¦┬╩Ż¼ĮĄĄ═┴╦│╔▒ŠĪŻłD╬Õ╩Ū┼·┴┐╔·«a┼cę╗éĆ┴„╔·«aą¦┬╩Ą─▒╚▌^ĪŻ
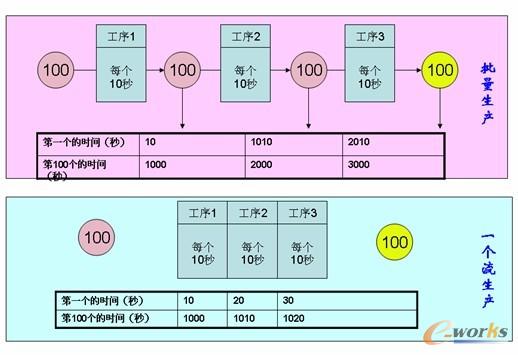
łD╬Õ ┼·┴┐╔·«a┼cę╗éĆ┴„╔·«aĄ─▒╚▌^
╔ŽłD╩Ū┼·┴┐╔·«aŻ¼▓╗ėŗ╦Ń╣żą“ķgĄ─░ß▀\ĢrķgĪó┘|┴┐Öz“×ĢrķgĪó┼┼ĻĀĢrķgĄ╚▌oų·ĢrķgŻ¼╝ė╣ż│÷Ą┌ę╗éĆ┴Ń╝■Ą─Ģrķg╩Ū2010├ļŻ¼╝ė╣ż═Ļ100éĆ┴Ń╝■Ą─Ģrķgę¬3000├ļŻ╗Ž┬łD╩Ūę╗éĆ┴„╔·«aŻ¼╝ė╣ż│÷Ą┌ę╗éĆ┴Ń╝■Ą─Ģrķg╩Ū30├ļŻ¼╝ė╣ż═Ļ100éĆ┴Ń╝■Ą─Ģrķg╩Ū1020├ļĪŻ╔·«aą¦┬╩┤¾Ę∙Č╚╠ßĖ▀ĪŻ
╬ÕĪóŠ½ęµ╔·«aĄ─╔ńĢ■║═ĮøØ·ą¦ęµ
¼F┤·Ų¾śIĮøĀIæ┬įÅŖš{Į©┴óę╗ĘN│ųŠ├Ą─ĖéĀÄā×ä▌ĪŻŠ½ęµ╔·«a╩Ū─▄ūŅ║├Ą─¾w¼F║═ūŅ─▄īŹ¼F▀@ę╗╦╝ŽļĄ─╔·«aĘĮ╩ĮĪŻ
- Š½ęµ╔·«aę¬Ū¾╔·«a▀^│╠▓╗öÓĖ─▀MŻ¼Å─Ė∙▒Š╔ŽĖ─▀M║══Ļ╔Ų«aŲĘ┘|┴┐ĪŻ
- │ų└mĄžŽ¹│²└╦┘MŻ¼╩╣│╔▒Š▓╗öÓĮĄĄ═Ż¼╚ĪĄ├ārĖ±ĖéĀÄā×ä▌ĪŻ
- ĮĄĄ═Äņ┤µĪ¬Ī¬│╔▒ŠĮĄĄ═Ūę┐sČ╠╔·«aų▄Ų┌Ż¼▒╚ĖéĀÄī”╩ųĖ³čĖ╦┘ĄžĒææ¬ŅÖ┐═ąĶŪ¾Ą─ūā╗»ĪŻ
- ķLŲ┌═Č┘Yė┌╣ż╚╦┼Óė¢║═Į╠ė²Ż¼śO┤¾Ąž╠ßĖ▀╣ż╚╦ž¤╚╬ą─║═╝╝─▄Ż¼╠ßĖ▀╣żū„┘|┴┐ĪŻ
- ėąĮyėŗ▒Ē├„Ż¼īŹ╩®Š½ęµ╔·«a┐╔ęį«a╔·╚ńŽ┬ĮøØ·ą¦ęµŻ║
- £p╔┘╚╦┴”┘Yį┤ 1/2
- ą┬«aŲĘķ_░lų▄Ų┌┐╔£p╔┘ų┴1/2--1/3
- ╔·«a▀^│╠ųąĄ─į┌ųŲŲĘÄņ┤µ┐╔£p╔┘ų┴MPę╗░Ń╦«ŲĮĄ─1/10
- ╣żÅSš╝ė├┐šķg┐╔£p╔┘ų┴MPĄ─1/2
- │╔ŲĘÄņ┤µ┐╔£p╔┘ų┴ŲĮŠ∙Äņ┤µ╦«ŲĮĄ─1/4
- «aŲĘ┘|┴┐┐╔╠ßĖ▀╚²▒Č
Š½ęµ╔·«a╝╚╩Ūę╗ĘNįŁ└ĒĪóę╗ĘNą┬Ą─╣▄└Ē└Ē─ŅŻ¼ėų╩Ūę╗éĆą┬Ą─╔·«aĘĮ╩ĮŻ¼╦³╩Ū└^┤¾┴┐╔·«aų«║¾Ż¼ī”╚╦ŅÉ╔ńĢ■║═╚╦éāĄ─╔·╗ŅĘĮ╩Įė░ĒæūŅ┤¾Ą─ę╗ĘN╔·«aĘĮ╩ĮĪŻ├└ć°╚╦šJ×ķŻ║Š½ęµ╔·«aĢ■šµš²Ė─ūā╩└ĮńĄ─╔·«a║═ĮøĀIą╬ä▌Ż¼╦³īóĖ─ūāš¹éĆ╩└ĮńŻ¼ī”╚╦ŅÉ╔ńĢ■«a╔·╔Ņ▀hĄ─ė░ĒæĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://www.vmgcyvh.cn/
▒Š╬─ś╦Ņ}Ż║×ķäōĮ©Ī░Š½ęµŲ¾śIĪ▒Č°Ŗ^ČĘ
▒Š╬─ŠWųĘŻ║http://www.vmgcyvh.cn/html/support/1112187413.html