0 Ū░čį
ļSų°ĶF┬ĘĮ©įO(sh©©)┐ņ╦┘┐═▀\(y©┤n)īŻŠĆĪó│ŪļH┐═▀\(y©┤n)ĶF┬Ę╝░╝╚ėąĶF┬Ę╠ß╦┘Ė─įņĄ─ąĶ꬯¼ĶFĄ└▓┐ęÄ(gu©®)äØĄ─╩«ę╗éĆ(g©©)░┘├ū║Ė▄ē╗∙Ąžį┌2008─Ļ║¾Ļæ└m(x©┤)═Č╚ļ╩╣ė├Ż¼Įø(j©®ng)▀^╚²─ĻČÓĄ─░l(f©Ī)š╣Ż¼ų▓Į╠Į╦„ą╬│╔┴╦ę╗╠ū▀mæ¬(y©®ng)ą┬ą╬ä▌(sh©¼)Ž┬Ą─║Ė▄ē╣▄└ĒÖC(j©®)ųŲĪŻį┌┤╦Ż¼Ė∙ō■(j©┤)ČÓ─ĻÅ─╩┬õō▄ē║ĖĮė╔·«a(ch©Żn)Īó╬’┘Y╣▄└ĒĄ─╣żū„Įø(j©®ng)ÜvŻ¼ī”(du©¼)¼F(xi©żn)┤·╗»║Ė▄ē╗∙ĄžĄ─╔·«a(ch©Żn)╣▄└Ē╠ß│÷ę╗ą®ęŖĮŌĪŻ
1 ¼F(xi©żn)┤·╗»║Ė▄ē╗∙ĄžĄ─ś╦(bi©Īo)£╩(zh©│n)
1.1 ╬ęć°(gu©«)║Ė▄ē╔·«a(ch©Żn)░l(f©Ī)š╣Ė┼╩÷
╬ęć°(gu©«)║Ė▄ē╔·«a(ch©Żn)Å─1989─Ļę²▀M(j©¼n)ק┐╦╠mK190ą═ķW╣Ō║ĖÖC(j©®)ķ_╩╝Ż¼įŁ▓─┴Ž▓╔ė├25mõō▄ēŻ¼║ĖĮė║¾Ą─ķL(zh©Żng)▄ēŚlķL(zh©Żng)Č╚250mĪŻ║ĖĮė╔·«a(ch©Żn)┴„│╠×ķŻ║│²õPĪ·║ĖĮėĪ·┤“─źĪ·š²╗║═š{(di©żo)ų▒ĪŻ20╩└╝o(j©¼)90─Ļ┤·─®Ų┌Ż¼╬ęć°(gu©«)ųØuÅ─ć°(gu©«)═Ōę²▀M(j©¼n)┴╦Š½š{(di©żo)ÖC(j©®)Īó│²õPÖC(j©®)║═Š½─źÖC(j©®)Ą╚Ž╚▀M(j©¼n)įO(sh©©)éõŻ¼╩╣õō▄ē║ĖĮė┘|(zh©¼)┴┐║═╔·«a(ch©Żn)ą¦┬╩╔Ž┴╦ę╗éĆ(g©©)┼_(t©ói)ļAŻ¼Ą½╚į╠Äė┌ū„Ę╗╩Į╔·«a(ch©Żn)ĮM┐Ś─Ż╩ĮĪŻ2008─Ļ║¾Ż¼ļSų°╩«ę╗éĆ(g©©)░┘├ū║Ė▄ē╗∙ĄžĄ─Į©│╔═Č«a(ch©Żn)Ż¼╬ęć°(gu©«)Ą─õō▄ē║ĖĮė╔·«a(ch©Żn)░l(f©Ī)╔·┴╦Š▐┤¾Ą─ūā╗»Ż¼Ė„╗∙ĄžĄ─ė▓╝■įO(sh©©)╩®Īó╔·«a(ch©Żn)ęÄ(gu©®)─ŻŠ∙▀_(d©ó)ĄĮ┴╦¼F(xi©żn)┤·╗»║Ė▄ē╗∙ĄžĄ─ś╦(bi©Īo)£╩(zh©│n)ĪŻ
1.2 ¼F(xi©żn)┤·╗»║Ė▄ē╗∙ĄžĄ─╣▄└Ē└Ē─Ņ
ūį╩«ę╗éĆ(g©©)║Ė▄ē╗∙ĄžĮ©│╔═Č«a(ch©Żn)ęįüĒŻ¼ĶFĄ└▓┐Š═╠ß│÷äō(chu©żng)Į©Ī░╬ÕéĆ(g©©)ę╗┴„Ī▒¼F(xi©żn)┤·╗»║Ė▄ē╗∙ĄžĄ──┐ś╦(bi©Īo)Ż¼╝┤Ż║╣ż╦ćįO(sh©©)éõę╗┴„Ż¼╔·«a(ch©Żn)Łh(hu©ón)Š│ę╗┴„Ż¼åT╣ż╦ž┘|(zh©¼)ę╗┴„Ż¼╣▄└Ē╦«ŲĮę╗┴„Ż¼«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐ę╗┴„ĪŻ
2 é„Įy(t©»ng)╔·«a(ch©Żn)╣▄└Ē─Ż╩Į
é„Įy(t©»ng)║Ė▄ē╗∙ĄžĄ─ų„ę¬╔·«a(ch©Żn)╚╬äš(w©┤)╩Ū×ķĖ„ĶF┬ĘŠųā╚(n©©i)┤¾ą▐╠ß╣®ķL(zh©Żng)▄ēŻ¼╠ž³c(di©Żn)╩Ūėåå╬╩Į╝»ųą╗»╔·«a(ch©Żn)ĪŻĖ„Šų«ö(d©Īng)─ĻĄ─┤¾ą▐ķ_╩╝║¾Ż¼Ė∙ō■(j©┤)┤¾ą▐ąĶŪ¾ėŗ(j©¼)äØ╔·«a(ch©Żn)Ż¼╔·«a(ch©Żn)│÷üĒĄ─«a(ch©Żn)ŲĘ▓╗Įø(j©®ng)┤µĘ┼╗“Č╠Ģr(sh©¬)┤µĘ┼ų▒Įė▀\(y©┤n)▌ö?sh©┤)Į¼F(xi©żn)ł÷(ch©Żng)ĪŻ╔·«a(ch©Żn)╣▄└ĒūóųžĄ─╩ŪČ╠Ģr(sh©¬)Ų┌ā╚(n©©i)Ą─«a(ch©Żn)┴┐║═╝░Ģr(sh©¬)ąįŻ╗į┌║ĖĮė┘|(zh©¼)┴┐╔ŽŻ¼ųžęĢĄ─╩Ū║Ė┐pā╚(n©©i)į┌┘|(zh©¼)┴┐Ż¼ī”(du©¼)║Ė┐pŲĮų▒Č╚Ą╚═Ōė^┘|(zh©¼)┴┐ę¬Ū¾▓╗Ė▀ĪŻ┐é¾wüĒšfŻ¼é„Įy(t©»ng)╔·«a(ch©Żn)╣▄└Ē─Ż╩Į╩Ūį┌Ą═╦«ŲĮ╔ŽĄ─ųžÅ═(f©┤)╔·«a(ch©Żn)Ż¼╩Ū┤ųĘ┼╩ĮĄ─╣▄└ĒĪŻ
3 ¼F(xi©żn)┤·║Ė▄ē╗∙ĄžĄ─╔·«a(ch©Żn)╣▄└Ē
─┐Ū░Ė„║Ė▄ē╗∙Ąž│²┴╦│ąō·(d©Īn)▒ŠŠųĄ─┤¾ą▐ė├▄ē═ŌŻ¼Ė³ČÓ╩ŪĮoą┬ŠĆĮ©įO(sh©©)╣®▄ēŻ¼─Ļ«a(ch©Żn)┴┐Ųš▒ķÅ─400km╠ß╔²ĄĮ2000kmŻ¼║Ė┐p┘|(zh©¼)┴┐ę▓Å─å╬ę╗Ą─ā╚(n©©i)į┌┘|(zh©¼)┴┐Ž“╚½├µ┘|(zh©¼)┴┐▐D(zhu©Żn)ūāŻ¼įŁŽ╚Ą─┤ųĘ┼╩Į╔·«a(ch©Żn)╣▄└Ēęč▓╗─▄▀mæ¬(y©®ng)Ė▀┘|(zh©¼)┴┐Īó┤¾┼·┴┐Ą─╔·«a(ch©Żn)ĪŻ×ķ┤╦┤_┴ó┴╦ęį╔·«a(ch©Żn)┐žųŲ×ķ║╦ą─Īó╔·«a(ch©Żn)ėŗ(j©¼)äØ×ķųĖī¦(d©Żo)ĪóĖ∙ō■(j©┤)┐═æ¶ąĶŪ¾╔·«a(ch©Żn)Ą╣┼┼Ą─╔·«a(ch©Żn)╣▄└ĒĘĮ╩ĮŻ¼▓óā×(y©Łu)╗»║══Ļ╔Ų┴╦▄ćķgĮM┐ŚÖC(j©®)śŗ(g©░u)║═╚╦åT┼ÓB(y©Żng)ĪŻ
3.1 ĮM┐ŚÖC(j©®)śŗ(g©░u)ā×(y©Łu)╗»
é„Įy(t©»ng)║Ė▄ē▄ćķg╚╦öĄ(sh©┤)╝s×ķ50╚╦Ż¼įO(sh©©)┴ó├ō«a(ch©Żn)╣żķL(zh©Żng)ę╗╚╦Ż¼╚╦åTĘų│╔ā╔ĄĮ╚²éĆ(g©©)░ÓĮMŻ¼╣żķL(zh©Żng)╣▄└ĒĘČć·╩Ū║Ė▄ē╔·«a(ch©Żn)Ą─├┐éĆ(g©©)Łh(hu©ón)╣Ø(ji©”)Ż¼┬Üž¤(z©”)╔Ž┼c▄ćķgų„╚╬ČÓėąųžÅ═(f©┤)ĪŻ¼F(xi©żn)┤·║Ė▄ē╗∙Ąž╚╦åT╝s×ķ200╚╦Ż¼║ĖĮė╣ż╦ć║═įO(sh©©)éõÅ═(f©┤)ļsŻ¼ī”(du©¼)╣▄└Ē╚╦åT╠ß│÷┴╦Ė³Ė▀Ą─ę¬Ū¾ĪŻ▄ćķg┼õéõ┴╦▄ćķgų„╚╬Īóų¦▓┐Ģ°ėøĪóĖ▒ų„╚╬Īó╝╝ąg(sh©┤)åTĪóÄņ(k©┤)╣▄åTĪó▓─┴ŽåTŻ¼▄ćķgė╔įŁŽ╚Ą─ą┼Žóé„▀f┬Ü─▄Ė─ūā?y©Łu)ķūį┐žą═Ą─╣▄└Ēų„¾wĪŻį┌┤╦╗∙ĄA(ch©│)╔ŽŻ¼ī”(du©¼)░ÓĮM▀M(j©¼n)ąąųžą┬äØĘųŻ¼░┤╣żū„ā╚(n©©i)╚▌║═īŻśI(y©©)Ęų╣żŻ¼įO(sh©©)ų├║Ė▄ēĪóŠ½╝ė╣żĪóčbąČĪóŠSą▐║═║¾Ū┌╬ÕéĆ(g©©)░ÓĮMŻ¼▓óĖ„įO(sh©©)├ō«a(ch©Żn)╣żķL(zh©Żng)ę╗╚╦Ż¼╣żķL(zh©Żng)Ą─ų„ę¬┬Üž¤(z©”)╩Ū╣▄└Ē▒Š░ÓĮMā╚(n©©i)║═╔·«a(ch©Żn)Īó░▓╚½Īó┘|(zh©¼)┴┐ų▒ĮėŽÓĻP(gu©Īn)Ą─╩┬╬’Ż¼ųž³c(di©Żn)╩Ū╔·«a(ch©Żn)¼F(xi©żn)ł÷(ch©Żng)Ą─┐žųŲ║═ą┼ŽóĄ─é„▀fĪŻ
3.2 ╚╦åT┼ÓB(y©Żng)
╝╝ąg(sh©┤)Ą─░l(f©Ī)š╣Ż¼įO(sh©©)éõĄ─Ė³ą┬Ż¼╣▄└ĒĄ─ūāĖ’Ż¼╚╦åTĄ─┴„äė(d©░ng)Ż¼ĘĮĘĮ├µ├µČ╝┼c╚╦åT┼ÓB(y©Żng)├▄▓╗┐╔ĘųĪŻę“┤╦ę¬īó┼Óė¢(x©┤n)┼c╔·«a(ch©Żn)Īó╣▄└Ēę╗śėū„×ķ╚š│Ż╗∙ĄA(ch©│)╣żū„üĒū÷Ż¼▓╗šō╩Ū┼Óė¢(x©┤n)Ą─ĮM┐Ś▓┐ķT▀Ć╩Ūģó┼c╚╦åTŻ¼Č╝æ¬(y©®ng)īó┼Óė¢(x©┤n)╗“Įė╩▄┼Óė¢(x©┤n)«ö(d©Īng)│╔╚š│Ż┴Ģ(x©¬)æTĪŻ═¼Ģr(sh©¬)Ż¼┼Óė¢(x©┤n)ę¬┼cīŹ(sh©¬)ļH╣ż╣żū„ŽÓĮY(ji©”)║ŽŻ¼ę¬═©▀^īŹ(sh©¬)█`üĒÖz“×(y©żn)┼Óė¢(x©┤n)ą¦╣¹ĪŻ╚ńī”(du©¼)╠Įé¹Īó┘|(zh©¼)Öz╚╦åTĄ─┼Óė¢(x©┤n)Ż¼│²└ĒšōĮ╠īW(xu©”)═ŌŻ¼▀Ćę¬Ū¾╚½│╠ģó┼c╣ż╦ćįć“×(y©żn)öÓ┐┌Ęų╬÷Ż¼ģó┼c¼F(xi©żn)ł÷(ch©Żng)╩█║¾Ę■äš(w©┤)Ż¼═©▀^┼c╝╝ąg(sh©┤)╚╦åTĪóė├æ¶Ą─Į╗┴„Ż¼ĮY(ji©”)║Žūį╔ĒīŹ(sh©¬)█`┐éĮY(ji©”)Ż¼▓╗öÓ╠ßĖ▀śI(y©©)äš(w©┤)╦«ŲĮŻ╗ī”(du©¼)Ė„╣ż╬╗Ą─ŹÅ╬╗┼Óė¢(x©┤n)Ż¼▓╔╚Ī╝╝ąg(sh©┤)╚╦åTĘų╣ż░³▒ŻĘĮ╩ĮŻ¼ų╣ż╬╗Īóę╗ī”(du©¼)ę╗¼F(xi©żn)ł÷(ch©Żng)ųĖī¦(d©Żo)║═┐╝║╦Ż¼┤_▒Ż▓┘ū„Ą─£╩(zh©│n)┤_║═ęÄ(gu©®)ĘČŻ╗ī”(du©¼)┬Ü╣żÅ─īŹ(sh©¬)█`ųą┐éĮY(ji©”)│÷Ą─║├ĘĮĘ©Īó║├Įø(j©®ng)“×(y©żn)Ż¼╝░Ģr(sh©¬)═©▀^ą▐Ė─ū„śI(y©©)ęÄ(gu©®)│╠╗“╣▄└ĒųŲČ╚Ą─ĘĮ╩Į▀M(j©¼n)ąąęÄ(gu©®)ĘČ║══ŲÅVŻ╗ßśī”(du©¼)ą┬▀M(j©¼n)╚╦åTŻ¼īóāx╚▌āx▒ĒĪó▄Ŗė¢(x©┤n)┐Ų─┐┼c░▓╚½╔·«a(ch©Żn)ĪóŲ¾śI(y©©)╬─╗»╣▓═¼ū„×ķ╩ūę¬┼Óė¢(x©┤n)ĒŚ(xi©żng)─┐Ż¼Å─į┤Ņ^╔Žśõ┴ó┬Ü╣żęÄ(gu©®)ĘČ▓┘ū„ĪółF(tu©ón)ĻĀ(du©¼)ģf(xi©”)ū„Ą─┬ÜśI(y©©)┴Ģ(x©¬)æTĪŻ
3.3 ╔·«a(ch©Żn)▀M(j©¼n)Č╚┐žųŲ
╔·«a(ch©Żn)▀M(j©¼n)Č╚┐žųŲ╩ŪųĖī”(du©¼)įŁ▓─┴ŽÅ─═Č╚ļ╔·«a(ch©Żn)ĄĮ│╔ŲĘ╚ļÄņ(k©┤)×ķų╣Ą─╚½▀^│╠▀M(j©¼n)ąą┐žųŲĪŻ╔·«a(ch©Żn)▀M(j©¼n)Č╚┐žųŲ░³└©╔·«a(ch©Żn)─▄┴”Ą─įu(p©¬ng)╣└Īó╔·«a(ch©Żn)ą┼ŽóĄ─ėąą¦╩š╝»║═¼F(xi©żn)ł÷(ch©Żng)┐žųŲĪŻ
3.3.1 ╔·«a(ch©Żn)─▄┴”Ą─įu(p©¬ng)╣└
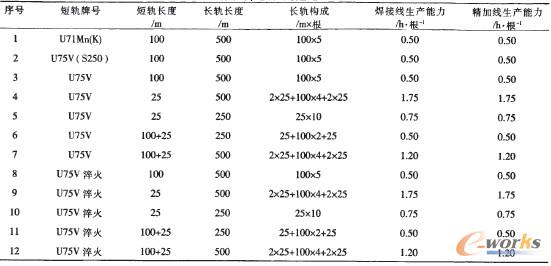
╔·«a(ch©Żn)─▄┴”Ą─įu(p©¬ng)╣└╩ŪųĖį┌š²│Ż╔·«a(ch©Żn)ĀŅæB(t©żi)Ž┬Ż¼╔·«a(ch©Żn)Ė„ĘN«a(ch©Żn)ŲĘĄ─ūŅ┤¾─▄┴”ĪŻ╚¶░┤Č╠▄ē┼Ų╠¢(h©żo)ĪóķL(zh©Żng)Č╚ĪóķL(zh©Żng)▄ēķL(zh©Żng)Č╚║═ķL(zh©Żng)▄ēśŗ(g©░u)│╔Ż¼║Ė▄ē╗∙ĄžĄ─ų„ę¬│╔ŲĘĘNŅÉ▀_(d©ó)ĄĮ┴╦╩«ĘNęį╔ŽŻ¼▓╗═¼«a(ch©Żn)ŲĘĄ─║ĖĮėĢr(sh©¬)ķg║═Š½╝ė╣żĢr(sh©¬)ķg▓╗═¼Ż¼Š▀¾w╔·«a(ch©Żn)─▄┴”╚ń▒Ē1╦∙╩ŠĪŻ
▒Ē1 │╔Č╝Šų╩»░Õ×®║Ė▄ē╗∙Ąž╔·«a(ch©Żn)─▄┴”
3.3.2 ╔·«a(ch©Żn)ą┼Žó╩š╝»
║Ė▄ē╔·«a(ch©Żn)ą┼Žó░³└©Ė„ĘN┼Ų╠¢(h©żo)║═ķL(zh©Żng)Č╚Ą─įŁ▓─┴Žõō▄ēÄņ(k©┤)┤µ┴┐Īó║ĖŪ░╠Ä└Ēł÷(ch©Żng)Ė„ĘNõō▄ēÄņ(k©┤)┤µ┴┐ĪóķL(zh©Żng)▄ē┤µĘ┼ł÷(ch©Żng)Ė„ĘN┼Ų╠¢(h©żo)Ą─ķL(zh©Żng)õō▄ē┤µ┴┐ĪóįŁ▓─┴Žõō▄ēĄ─ĄĮ▀_(d©ó)Ūķør║═│╔ŲĘķL(zh©Żng)õō▄ēĄ─░l(f©Ī)│÷ŪķørĪŻą┼ŽóŠ▀ėą┴┐┤¾Īóūā╗»┐ņĪóĮ╗▓µė░ĒæĄ╚╠ž³c(di©Żn)Ż¼é„Įy(t©»ng)Ą─╚╦╣ż╩š╝»║═Įy(t©»ng)ėŗ(j©¼)ą┼ŽóĘĮ╩Įęč¤oĘ©▀mæ¬(y©®ng)╔·«a(ch©Żn)╣▄└Ēę¬Ū¾Ż¼ę²╚ļėŗ(j©¼)╦ŃÖC(j©®)ą┼Žó╣▄└Ē│╔×ķ▒ž╚╗ĪŻ
═©▀^▀\(y©┤n)ė├Ī░║Ė▄ē╗∙ĄžERP╔·«a(ch©Żn)╣▄└Ēą┼ŽóŽĄĮy(t©»ng)Ī▒(ęŖłD1)ĪóĪ░╔·«a(ch©Żn)ŠC║Ž▒O(ji©Īn)┐žŽĄĮy(t©»ng)Ī▒Ą╚¼F(xi©żn)┤·Ų¾śI(y©©)╣▄└Ē╣żŠ▀Ż¼īŹ(sh©¬)¼F(xi©żn)╔·«a(ch©Żn)ĮM┐ŚĪó¼F(xi©żn)ł÷(ch©Żng)╣▄└ĒĪó┘|(zh©¼)┴┐╣▄└ĒĪó▓─┴Ž╣▄└ĒĪóą┼Žó▓ķįāĄ╚śI(y©©)äš(w©┤)Ą─ś╦(bi©Īo)£╩(zh©│n)╗»║═ęÄ(gu©®)ĘČ╗»Ż╗īŹ(sh©¬)¼F(xi©żn)¼F(xi©żn)ł÷(ch©Żng)¤o╝ł╗»┘|(zh©¼)┴┐ėøõøŻ¼║å(ji©Żn)╗»║ĖĮėĮėŅ^┘|(zh©¼)┴┐ą┼ŽóūĘ╦▌Īó▓ķįāĄ╚Ę▒¼Ź╣żū„Ż╗īŹ(sh©¬)¼F(xi©żn)╔·«a(ch©Żn)Īó▓─┴ŽĪó┘|(zh©¼)┴┐öĄ(sh©┤)ō■(j©┤)Ą─ūįäė(d©░ng)Įy(t©»ng)ėŗ(j©¼)Ęų╬÷ęį╝░╔·«a(ch©Żn)▀M(j©¼n)Č╚Īó¼F(xi©żn)ł÷(ch©Żng)ū„śI(y©©)Ą─īŹ(sh©¬)Ģr(sh©¬)┐©┐ž║═Õe(cu©░)š`ł¾(b©żo)Š»Ż¼Å─Č°▒ŻšŽ╣żū„Īó«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ż¼╠ßĖ▀╣▄└Ē╦«ŲĮĪŻ

łD1 ║Ė▄ē╗∙ĄžERP╔·«a(ch©Żn)╣▄└Ēą┼ŽóŽĄĮy(t©»ng)Įń├µ
3.3.3 ¼F(xi©żn)ł÷(ch©Żng)┐žųŲ
(1)¼F(xi©żn)ł÷(ch©Żng)╣▄└Ē▓╔ė├Ī░5SĪ▒╣▄└ĒĪŻ
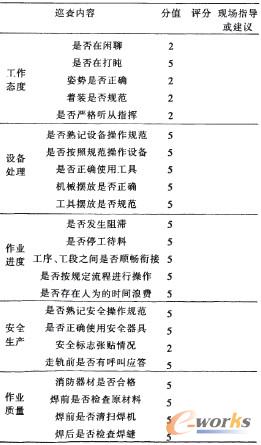
¼F(xi©żn)ł÷(ch©Żng)╣▄└Ē╩ŪųĖį┌ū„śI(y©©)¼F(xi©żn)ł÷(ch©Żng)░┤šš╔·«a(ch©Żn)─┐ś╦(bi©Īo)ī”(du©¼)╔·«a(ch©Żn)▀^│╠ųTę¬╦ž(╚╦ĪóÖC(j©®)Īó┴ŽĪó─▄ĪóĘ©ĪóŁh(hu©ón)Īó£y(c©©))▀M(j©¼n)ąąĄ─ŠC║Žąį╣▄└ĒŻ¼▓óĖ∙ō■(j©┤)║Ė▄ē╔·«a(ch©Żn)īŹ(sh©¬)ļHŠÄīæ┴╦Ī░5SĪ▒ś╦(bi©Īo)£╩(zh©│n)▒Ē║═Ī░5SĪ▒Öz▓ķ▒ĒŻ¼╚ń▒Ē2╦∙╩ŠĪŻ
▒Ē2 ║ĖĮė╣ż╬╗Öz▓ķ
(2)Į©┴ó═Ż«a(ch©Żn)ŅA(y©┤)Š»ųŲČ╚ĪŻ
╔·«a(ch©Żn)ŠĆ╔Ž═Ż«a(ch©Żn)ŠSą▐Ģr(sh©¬)ķg│¼▀^0.5hŻ¼ŠSą▐░ÓķL(zh©Żng)▒žĒÜīóŠ▀¾wŪķør╔Žł¾(b©żo)▄ćķgų„╚╬Ż¼ė╔ų„╚╬Ā┐Ņ^ĮŌøQå¢Ņ}ĪŻ═Ż«a(ch©Żn)ŠSą▐Ģr(sh©¬)ķg│¼▀^1hŻ¼▄ćķgų„╚╬▒žĒÜ╔Žł¾(b©żo)š{(di©żo)Č╚┐Ųų„╣▄š{(di©żo)Č╚åTŻ¼į┘ė╔š{(di©żo)Č╚åT╔Žł¾(b©żo)╣½╦Šų„╣▄ŅI(l©½ng)ī¦(d©Żo)Ż¼▓óģf(xi©”)š{(di©żo)╚½╣½╦Š┘Yį┤üĒĮŌøQå¢Ņ}ĪŻ
3.3.4 ╔·«a(ch©Żn)ā×(y©Łu)Ž╚ÖÓ(qu©ón)įO(sh©©)Č©
į┌īŹ(sh©¬)ļH╔·«a(ch©Żn)ųąŻ¼╩▄š¹éĆ(g©©)╔·«a(ch©Żn)ŠĆ╣ż╦ć▓╝ŠųĪóįO(sh©©)éõ─▄┴”║═Äņ(k©┤)┤µ─▄┴”Ą╚Ž▐ųŲŻ¼║Ė▄ē╔·«a(ch©Żn)ųąī”(du©¼)ę╗ą®╣ż╬╗║═╔·«a(ch©Żn)ŠĆę¬įO(sh©©)┴ó╔·«a(ch©Żn)ā×(y©Łu)Ž╚ÖÓ(qu©ón)ĪŻ
(1)Š½╝ė╣żŠĆā×(y©Łu)Ž╚įŁätĪŻ
ė╔ė┌╔·«a(ch©Żn)▓╝Šų║ĖĮėŠĆėąā╔ŚlŻ¼Š½╝ė╣żŠĆų╗ėąę╗ŚlŻ¼╔·«a(ch©Żn)ėŗ(j©¼)äØ╩ŪęįŠ½╝ė╣żŠĆĄ─╔·«a(ch©Żn)─▄┴”×ķę└ō■(j©┤)Ż¼į┌ØMūŃ░l(f©Ī)žøŚl╝■Ą─ŪķørŽ┬Ż¼║ĖĮėķL(zh©Żng)▄ēĄ─ą¦┬╩ė╔Š½╝ėŠĆĄ─╔·«a(ch©Żn)ą¦┬╩┤_Č©ĪŻ
(2)═¼ķL(zh©Żng)Č╚õō▄ēā×(y©Łu)Ž╚įŁätĪŻ
ā╔Śl║ĖĮėŠĆų╗ėąę╗╠ū╔Ž▄ēįO(sh©©)éõŻ¼ā╔ŚlŠĆ║ĖĮėĄ─Č╠õō▄ēķL(zh©Żng)Č╚ę╗ų┬Ż¼▓┼─▄░l(f©Ī)ō]│÷ā╔ŚlŠĆĄ─ūŅ┤¾ą¦┬╩ĪŻ
(3)¤ßŠĆ║ĖĮėŽ┬╬╗ā×(y©Łu)Ž╚įŁätĪŻ
║ĖĮėŠĆ╔ŽĄ─Ģr(sh©¬)ķg╣Ø(ji©”)┼─ęį║ĖÖC(j©®)╣ż╬╗×ķ╗∙³c(di©Żn)Ż¼╚¶Ųõ╦¹╣ż╬╗Ą─╝ė╣żĢr(sh©¬)ķg│¼▀^║ĖĮė╣ż╬╗Ż¼æ¬(y©®ng)▀M(j©¼n)ąą╣ż╦ćā×(y©Łu)╗»║═įO(sh©©)éõĖ─▀M(j©¼n)Ż¼ęį░l(f©Ī)ō]š¹Śl║ĖĮėŠĆĄ─ūŅ┤¾╔·«a(ch©Żn)ą¦┬╩ĪŻ
(4)└õŠĆŠ½─ź╣ż╬╗ā×(y©Łu)Ž╚įŁätĪŻ
╩▄įO(sh©©)éõ─▄┴”Ž▐ųŲŻ¼Š½╝ėŠĆ╔ŽŠ½─ź╣ż╬╗╝ė╣żĢr(sh©¬)ķgūŅķL(zh©Żng)Ż¼š¹ŚlŠĆĄ─╔·«a(ch©Żn)╣Ø(ji©”)┼─ęįŠ½─ź╣ż╬╗ą¦┬╩×ķ╗∙£╩(zh©│n)ĪŻ
4 Äņ(k©┤)Ę┐╬’┘Y╣▄└Ē
║Ė▄ē╔·«a(ch©Żn)ę¬Ū¾ķL(zh©Żng)Ų┌▓╗═ŻŅD╔·«a(ch©Żn)Ż¼įO(sh©©)éõ╣╩šŽ┴ŃĄ╚┤²Özą▐Ż¼ī”(du©¼)Äņ(k©┤)Ę┐Īó╬’┘YĄ─╣▄└Ēę¬Ū¾▌^Ė▀Ż¼▓╔ė├Č©Ų┌ėåžøĄ─╣▄└ĒĘĮ╩Įėąą¦ĮŌøQ┴╦▀@éĆ(g©©)├¼Č▄ĪŻČ©Ų┌ėåžø╩ŪųĖį┌╠žČ©Ą─Ģr(sh©¬)ķgī”(du©¼)Äņ(k©┤)┤µ▀M(j©¼n)ąą▒P³c(di©Żn)Ż¼Ė∙ō■(j©┤)▒P³c(di©Żn)ĮY(ji©”)╣¹║═╔·«a(ch©Żn)ėŗ(j©¼)äØųŲČ©ėåžøėŗ(j©¼)äØĄ─ę╗ĘNÄņ(k©┤)Ę┐╣▄└Ē─Ż╩ĮĪŻį┌īŹ(sh©¬)ļH▓┘ū„ųąŻ¼ęįÄņ(k©┤)┤µ╬’ŲĘĄ─▓╔┘Å(g©░u)öĄ(sh©┤)┴┐║═ų▄Ų┌×ķ╗∙³c(di©Żn)Ż¼īóÄņ(k©┤)┤µ╬’ŲĘĘų│╔ā╔ĘNŅÉą═Ż║ę╗ĘN╩Ū╩╣ė├öĄ(sh©┤)┴┐╔┘Īó▓╔┘Å(g©░u)ų▄Ų┌ķL(zh©Żng)Īóå╬╝■ĮŅ~┤¾Ą─įO(sh©©)éõīŻė├┼õ╝■Ż╗┴Ēę╗ĘN╩ŪįO(sh©©)éõŲš═©┼õ╝■║═╔·«a(ch©Żn)ųąĄ─Ž¹║─▓─┴ŽĪŻ▓╔┘Å(g©░u)ėŗ(j©¼)äØęįÄņ(k©┤)Ę┐Ą─öĄ(sh©┤)ūų┼_(t©ói)Äż×ķ╗∙ĄA(ch©│)Ż¼Ęų│╔ā╔ĘNĘĮĘ©▀M(j©¼n)ąą▓╔┘Å(g©░u)Ż¼ī”(du©¼)Ą┌ę╗ĘN▓─┴Ž▓╔ė├░▓╚½Äņ(k©┤)┤µ╣▄└ĒĘĮĘ©Ż¼ė╔╝╝ąg(sh©┤)åTĖ∙ō■(j©┤)╠ž╩Ō┼õ╝■Ą─Įø(j©®ng)“×(y©żn)Ž¹║─┴┐║═▓╔┘Å(g©░u)ų▄Ų┌Ą╚ŠC║Žę“╦žĮo│÷▓─┴ŽĄ─Äņ(k©┤)┤µūŅĄ═ųĄŻ¼«ö(d©Īng)Äņ(k©┤)┤µ▀_(d©ó)ĄĮūŅĄ═ųĄĢr(sh©¬)Ż¼ļŖ─Xūįäė(d©░ng)ł¾(b©żo)Š»Ż¼ė╔▓─┴ŽåT╠ß│÷▓╔┘Å(g©░u)ėŗ(j©¼)äØŻ¼▓╔┘Å(g©░u)öĄ(sh©┤)┴┐│¼▀^▓─┴ŽĄ─ūŅĖ▀Äņ(k©┤)┤µųĄĪŻĄ┌Č■ĘN▓─┴Žė╔Äņ(k©┤)╣▄åTĖ∙ō■(j©┤)╔·«a(ch©Żn)«a(ch©Żn)┴┐║═Üv╩ĘŽ¹║─┴┐ūįąą┐žųŲÄņ(k©┤)┤µöĄ(sh©┤)┴┐Ż¼▓óŽ“▓─┴ŽåT╠ß│÷▓╔┘Å(g©░u)ėŗ(j©¼)äØĪŻīŹ(sh©¬)╩®Č©Ų┌▓╔┘Å(g©░u)Ą─ĻP(gu©Īn)µI╩ŪĮ©┴óäė(d©░ng)æB(t©żi)Ą─Äņ(k©┤)┤µ┼_(t©ói)ÄżŻ¼į┌├┐┤╬ėå┘Å(g©░u)Ģr(sh©¬)Č╝ę¬Öz▓ķīŹ(sh©¬)ļHÄņ(k©┤)┤µŻ¼▓óī”(du©¼)├┐┤╬Ą─ėå┘Å(g©░u)┴┐ū÷│÷š{(di©żo)š¹Ż¼ī”(du©¼)╬’┘|(zh©¼)Ą─Äņ(k©┤)┤µöĄ(sh©┤)┴┐īŹ(sh©¬)ąąć└(y©ón)Ė±Ą─┐žųŲĪŻ▀@ĘN┐žųŲĘĮ╩Į╝╚▒ŻūC┴╦╔·«a(ch©Żn)ąĶ꬯¼ėų─▄▒▄├Ō╬’┘|(zh©¼)│¼ā”(ch©│)Ż¼╣Ø(ji©”)╩Ī┴„äė(d©░ng)┘YĮĪŻ
═©▀^Į³Äū─ĻĄ─│ų└m(x©┤)Ė─▀M(j©¼n)Ż¼│╔Č╝╩»░Õ×®║Ė▄ē╗∙Ąž╔·«a(ch©Żn)╣▄└Ē╦«ŲĮĄ├ĄĮ┴╦īŹ(sh©¬)┘|(zh©¼)ąįĄ─╠ßĖ▀Ż¼╩▄ĄĮ┐═æ¶Ą─šJ(r©©n)┐╔Ż¼│²│ąō·(d©Īn)│╔Č╝ĶF┬ĘŠų┤¾ą▐╝░╬„─ŽĶF┬Ę╗∙Į©╣®▄ē═ŌŻ¼▀ĆŽ╚║¾│ąō·(d©Īn)┴╦Š®£¹Ė▀╦┘ĶF┬ĘĪóŠ®╩»║═╩»╬õĖ▀╦┘ĶF┬ĘĄ─╣®▄ē╚╬äš(w©┤)Ż¼▓óį┌Š®£¹Ė▀╦┘ĶF┬Ę┘|(zh©¼)┴┐“×(y©żn)╩šįu(p©¬ng)▒╚ųąŻ¼╚ĪĄ├┴╦ŠC║ŽĄ┌ę╗Ą─║├│╔┐ā(j©®)ĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://www.vmgcyvh.cn/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║¼F(xi©żn)┤·║Ė▄ē╗∙ĄžĄ─╔·«a(ch©Żn)╣▄└Ē
▒Š╬─ŠW(w©Żng)ųĘŻ║http://www.vmgcyvh.cn/html/support/1112186056.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")